Custom Gear Manufacturing: Specs, Lead Times, MOQ & How to Get Started
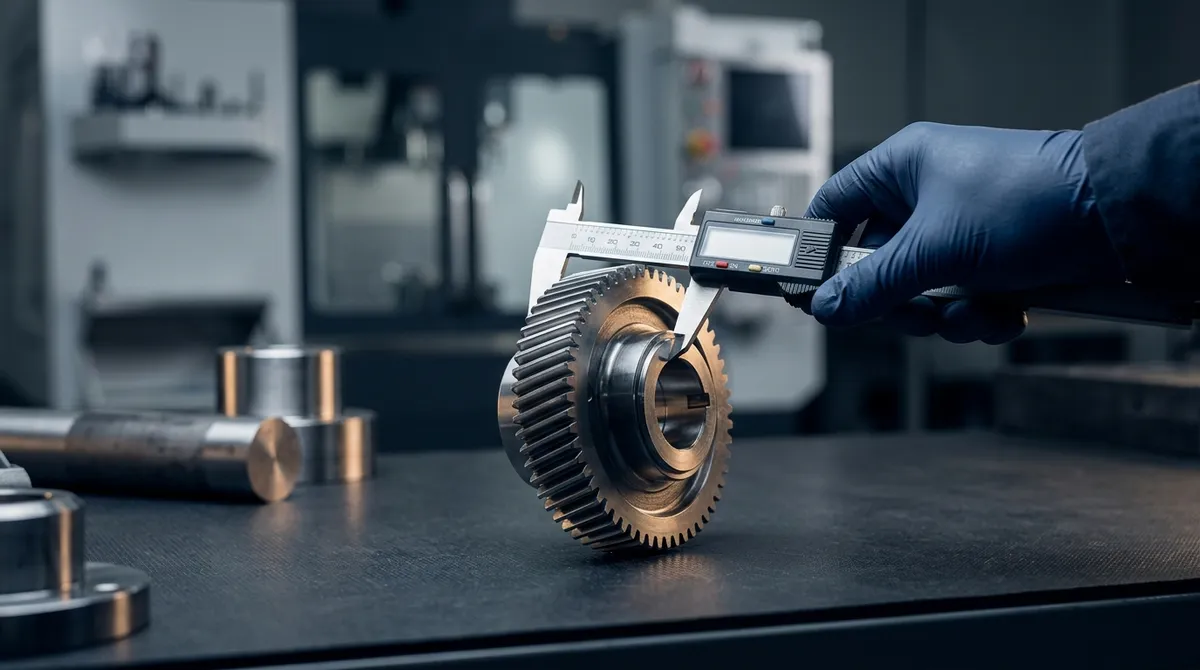
Custom gear manufacturing sits at the intersection of engineering precision and supply chain reality. For an OEM, the difference between a streamlined program launch and protracted schedule delays rarely comes down to whether a supplier can make the gear; it comes down to whether the specifications, lead time, and minimum order quantity (MOQ) were defined and aligned at the RFQ stage. This guide details the critical parameters engineering and procurement teams must establish before placing a custom gear order: what to specify, realistic lead time expectations, how MOQ actually works for low- to mid-volume custom gears, and how to structure the first conversation with a manufacturer so that the quote that comes back is accurate and actionable.
When Custom Gear Manufacturing Is the Right Call
Off-the-shelf gears (spur, helical, bevel, and worm catalog gears) cover a broad swath of general machinery. Custom manufacturing is the standard operational path when the application falls into one of four categories:
- Non-standard geometry: Tooth count, module/DP, face width, hub configuration, or shaft interface that no catalog supplier offers in the required size band.
- Tighter tolerance class Typically DIN Class 5 or higher (AGMA A5+, ISO 1328 Class 5 or better) for aerospace, robotics, medical, and metrology applications.
- Application-specific material or heat treatment: Aerospace 9310 with carburize-and-grind, medical-grade 17-4PH or 316L, EV-grade 8620 with controlled case depth, or food-grade stainless with passivation documentation.
- Documentation and traceabilityFull material CoC, PPAP Level 3, AS9100/Nadcap process certification, or DO-178/ISO 13485 design history support.
If the application sits cleanly inside catalog ranges and tolerances, and the documentation requirement is light, off-the-shelf procurement is generally more efficient. Once any of the above criteria are required, custom manufacturing is highly recommended.
Specifications That Drive Cost, Feasibility, and Lead Time
Custom gear pricing and lead time are sensitive to specific engineering parameters. Clear definition at the RFQ stage minimizes the variance between the initial quote and final invoice.
Geometry: Module/DP, PCD, Face Width, and Tooth Form
Geometry decisions establish the manufacturing path before any other variable. A spur gear with module 2 mm, 40 teeth, and 20 mm face width requires a different machine setup than a helical gear with module 2.5 mm, 32 teeth, 25° helix angle, and 30 mm face width. Internal gears, splines, and non-circular forms add further setup constraints.
Key parameters to fix at RFQ:
| Parameter | Typical Custom Range | Notes |
|---|---|---|
| Module (metric) / DP (imperial) | 0.5 – 25 mm / 64 – 1 DP | 0.5 - 25 mm / 64 - 1 DP. Below module 0.5 mm shifts to micro-gear specialists. |
| Pitch diameter | 5 – 1,200 mm | Above 1,000 mm requires large-machine capability. |
| Face width | 2 – 300 mm | Very narrow faces (<5 mm) need careful fixturing. |
| Helix angle | 0° (spur) – 35° (helical) | Above 35° is rare; double-helical is utilized for higher loads. |
| Tooth profile | 20° involute (standard), 14.5°, 17.5°, custom | . Non-standard profiles add tooling cost. |
Tolerance Class
Tolerance class is the single largest cost lever after material. Each step up the class scale typically adds 15-35% to unit cost and stretches lead time by one to three weeks because of the additional grinding, lapping, or honing operations required.
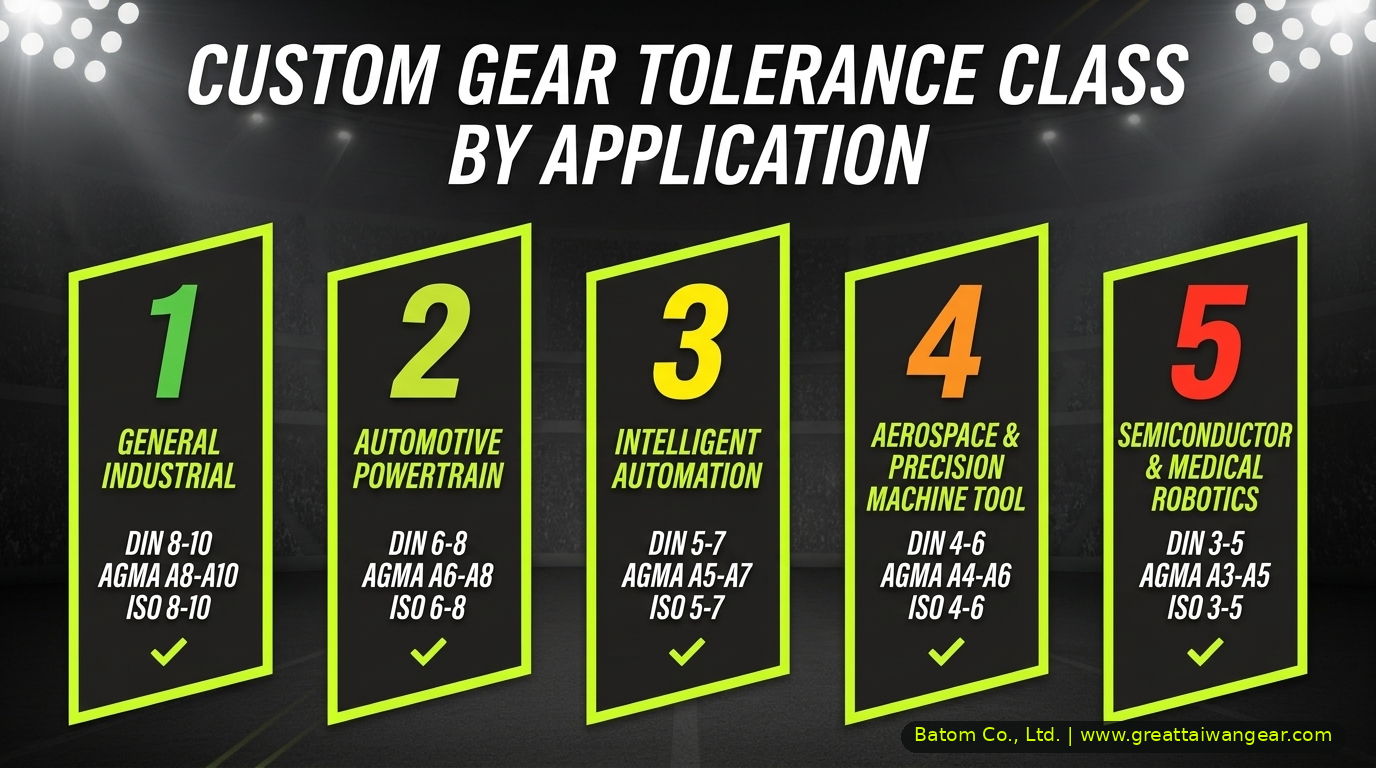
The three commonly cited standards map roughly as follows:
| Application | DIN 3962 | AGMA 2015 | ISO 1328 |
|---|---|---|---|
| General industrial | 8–10 | A8–A10 | 8–10 |
| Automotive (passenger) | 6–8 | A6–A8 | 6–8 |
| Robotics, machine tool | 5–7 | A5–A7 | 5–7 |
| Aerospace transmission | 4–6 | A4–A6 | 4–6 |
| Metrology, precision drives | 3–5 | A3–A5 | 3–5 |
Specifying tighter than the application needs is a primary cause of inflated cost on custom gear programs. The tolerance class should map to the function (backlash, transmission error, noise) rather than a default carried over from a previous project.
Material and Heat Treatment
Material selection drives performance and process complexity. Common custom gear materials include:
- 8620 / 20MnCr5: Case-carburized, standard for automotive and general industrial transmission gears.
- 9310: Aerospace and high-performance gears requiring deep case depth and high core toughness.
- 4140 / 4340: Through-hardened or induction-hardened gears for moderate-load industrial applications.
- 17-4PH: Precipitation-hardened stainless for medical, marine, and corrosion-sensitive applications.
- 316L: Austenitic stainless for medical and food-grade applications where corrosion resistance outweighs absolute hardness.
- Nitriding steels (31CrMoV9, Nitralloy 135M): Shallow-but-hard cases with minimal post-heat distortion, useful for thin-walled or precision-ground gears.
Heat treatment route changes cost and the post-processing path. A carburized-and-ground 8620 gear involves higher cost than a through-hardened 4140 gear, but the surface fatigue life can be three to five times higher in the carburized case.
Surface Finish, Backlash, and Documentation
Three further specifications materially affect cost:
- Surface finish (Ra): Ground gears typically achieve Ra 0.4-0.8 µm; honed or lapped gears 0.2-0.4 µm. Below Ra 0.2 µm requires superfinishing.
- Backlash: Tightly controlled backlash (under 0.05 mm on small gears) requires matched-pair production and individual measurement.
- Documentation level: A Certificate of Conformance is included by default. Material certs (EN 10204 Type 3.1/3.2 material inspection certificates), heat-treat charts, CMM reports, gear-rolling test data, FAI per AS9102, and PPAP packages add 1-4 weeks to lead time depending on scope.
Lead Times: Realistic Ranges by Stage
Lead time on custom gears varies more than on most precision-machined parts because of the heat-treat and grinding steps . The ranges below are typical for a manufacturer with in-house gear cutting and grinding; fragmented supply chains that rely on outsourced heat treatment generally experience longer and more variable lead times.
| Stage | Typical Lead Time | What's Happening |
|---|---|---|
| RFQ to quote | 3–10 business days | Engineering review, manufacturability check, material sourcing |
| Prototype (1–10 pcs) | 4–8 weeks | Soft cutting, heat treat, grinding, FAI |
| Bridge production (10–200 pcs) | 6–10 weeks | Tooling refinement, first lot, in-process verification |
| Series production (200+ pcs) | 10–16 weeks | Full process qualification, PPAP, batch release |
| Repeat order (existing tooling) | 4–8 weeks | Direct release into production scheduling |
The single largest source of lead-time variation is heat treatment. Carburizing, hardening, and tempering can take 1-2 weeks of calendar time even though the actual furnace cycle is shorter, because parts queue between operations. Programs with Nadcap-controlled heat treatment add further calendar time for traceability and lot-control.
practical planning heuristic: take the manufacturer's stated lead time and add a 15-20% buffer. Incorporating this buffer into the master schedule is a standard supply chain risk management practice to accommodate specification adjustments, FAI iterations, and logistics.
MOQ Realities for Custom Gears
Minimum order quantity operates across three layers:
Layer 1: Prototype and Engineering Samples
Established Tier-1 custom gear manufacturers typically accept low-quantity prototype orders—often 1-10 pieces—at a per-piece price that reflects the full engineering and setup cost. The prototype price is structurally higher (commonly 3-10x the eventual production price), but the MOQ is effectively zero because the manufacturer is amortizing setup over the engineering validation phase rather than the unit margin . This is the optimal path for design-validation builds, first-article testing, and concept gates.
Expect standard engineering cost recovery, but an initial stated MOQ should not preclude vendor engagement during the early engineering validation phases.
Layer 2: Tooling-Driven MOQs
Some custom gears require dedicated tooling — a custom hob, shaper cutter, broach, or grinding wheel form. The MOQ in this layer is set by the tooling amortization rather than by the gear itself. Typical patterns:
- Standard tooling reusable across customers: MOQ effectively driven by setup time, often 25–100 pieces.
- Semi-custom tooling (modified standard hob): MOQ in the 100–500 range to amortize the modification cost.
- Fully custom tooling (dedicated form cutter, broach, or master gear): MOQ usually 500+, with the option to pay tooling separately and unlock smaller production runs.
A common negotiation: pay for the tooling as a one-time NRE charge, then run smaller production lots without an MOQ floor. This works well for medical-device and aerospace programs where annual volume is low but multi-year visibility is high.
Layer 3: Series-Production MOQs
Once a custom gear is qualified and production is running, MOQ becomes a function of changeover cost. Manufacturers running multiple programs across the same gear-cutting cells set MOQs to keep changeover overhead manageable. Typical series-production MOQs for custom gears land in the 200–2,000 piece range, with frame agreements and blanket POs available for programs that want smaller call-offs against a larger annual commitment.
How to Negotiate MOQ
Three levers consistently work:
- Annual volume commitment: A frame agreement covering 12-24 months of forecast volume in exchange for smaller per-call-off MOQs
- Tooling NRE separation: Pay for dedicated tooling upfront as a Non-Recurring Engineering charge, then run production at the changeover-driven MOQ rather than the tooling-amortization MOQ.
- Specification harmonization: If multiple gears in the program share material, heat treatment, and tolerance class, batching them through the same setup reduces effective MOQ.
MOQ reductions require corresponding adjustments in underlying cost drivers. Because MOQs are calculated based on changeover and tooling amortization, requests for lower quantities without structural leverage typically result in proportionally higher unit prices.
How to Get Started: The RFQ That Gets a Useful Quote
The quality of the RFQ determines the quality of the quote. A complete custom gear RFQ contains the following elements; sending an incomplete RFQ is the most common reason for slow quote turnaround and wide quote-to-invoice variance.
What to Send With an RFQ
- 2D drawing with full GD&T: gear data block (module/DP, teeth, pressure angle, helix angle, profile shift), reference surfaces, runout and concentricity callouts, surface finish, gear-tolerance class.
- 3D model (STEP or Parasolid): helpful for manufacturability review, especially for non-standard hub or web geometries.
- Material specification: alloy, condition, applicable spec (AMS, EN, JIS), and any specific mill requirements.
- Heat treatment specification: process (carburize, induction harden, nitride, through-harden), case depth (effective and total), surface hardness range, core hardness range.
- Inspection requirements: gauging plan, CMM characteristics, gear-rolling-test parameters, sampling plan (e.g., AQL or per-piece for low-volume), FAI scope.
- Documentation requirements: CoC, material 3.1/3.2 cert, heat-treat charts, FAI per AS9102, PPAP level if applicable.
- Quantities: prototype quantity, first-production quantity, annual estimated volume, and call-off pattern if known.
- Application context: brief description of the assembly, load conditions, operating environment, and any safety-critical aspects. This unlocks DFM feedback that pure drawing reviews cannot.
First-Call Checklist Before You Send
A short pre-send review prevents most quote rework:
- [ ] Tolerance class matches application function, not a previous project default.
- [ ] Material spec is current and obtainable in the size band specified.
- [ ] Heat treat is achievable for the geometry (e.g., deep case in thin webs is a frequent limitation).
- [ ] Surface finish is consistent with the manufacturing route (e.g., Ra 0.4 µm cannot be achieved directly off a hob).
- [ ] Drawing revision is locked and precisely matches the 3D model.
- [ ] Quantity bands map to actual procurement requirements, rather than arbitrary round numbers.
First Article, FAI, and PPAP
For new custom gears, the first lot is treated as engineering verification rather than production. Expect:
- First Article Inspection (FAI) per AS9102 (aerospace) or equivalent customer-specific format (industrial, medical). FAI covers every drawing characteristic and forms the qualification record for subsequent lots.
- Production Part Approval Process (PPAP) for automotive programs, levels 1–5 depending on customer requirement. Level 3 is the typical default.
- Capability study (Cpk) on critical-to-function characteristics, usually with a Cpk ≥ 1.33 acceptance threshold.
Initial FAI submissions may require iterative engineering adjustments; integrating this validation phase into the master schedule is a standard program management practice.
Cost Drivers in One View
The relative cost contribution of the major specification choices on a representative custom gear (DIN 6, 8620 case-carburized, ground, OD 80 mm, face 25 mm) typically breaks down roughly as follows. Specific splits vary by supplier, batch size, and current material market, so the figures below are directional rather than fixed.
| Cost Element | Approximate Share | Sensitivity |
|---|---|---|
| Material | 15–25% | Driven by alloy, mill spec, current market |
| Gear cutting | 20–30% | Driven by geometry, tooling, batch size |
| Heat treatment | 10–18% | Driven by process and Nadcap requirement |
| Grinding / finishing | 20–35% | Driven by tolerance class and Ra |
| Inspection and documentation | 8–15% | Driven by FAI/PPAP scope |
| Setup and overhead | 5–12% | Driven by batch size |
The largest single lever for cost reduction on custom gears is almost always tolerance class, because it pulls finishing share down without compromising material or heat-treatment integrity. The second-largest lever is batch size, because it spreads setup and inspection cost across more units.
Risk Management and Quality Assurance
Three risks recur on custom gear programs and warrant explicit mitigation in the supplier agreement:
- Specification drift: Gears built to drawing rev A while the program has moved to rev C. Mitigated by strict configuration control and change-notification clauses in the supply agreement.
- Material substitution:The wrong heat of steel, or a substituted alloy, used in a production lot. Mitigated by EN 10204 Type 3.1/3.2 material inspection certificates and lot-traceability requirements.
- Heat-treat process variation:Case depth or hardness drift between lots. Mitigated by Nadcap-aligned process control, sample testing per lot, and SPC on critical characteristics.
For critical programs or high-value annual spends, conducting a comprehensive on-site supplier audit covering quality systems, gear-cutting capability, heat-treat process control, and the metrology lab is a standard risk-mitigation investment that typically yields significant reductions in FAI iterations and lifecycle non-conformance costs.
A Practical Engagement Roadmap
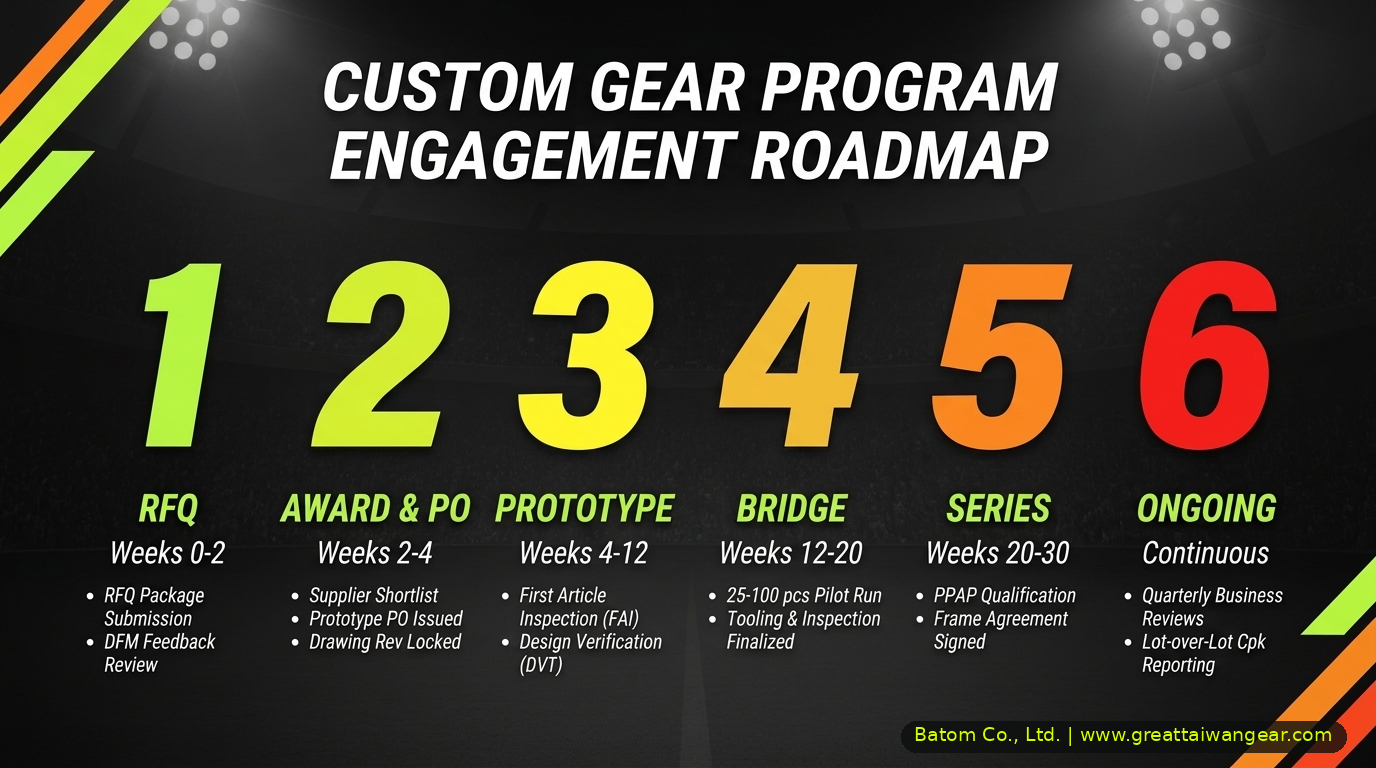
For an OEM starting a new custom gear program with a manufacturer, the following sequence consistently produces the cleanest launch:
- Weeks 0–2: prepare a complete RFQ package; send to two or three pre-qualified manufacturers. Compare quotes on engineering response and DFM feedback as well as price.
- Weeks 2–4: shortlist one supplier; place a prototype PO covering 1–10 pieces with formal FAI scope. Lock the drawing revision.
- Weeks 4–12: prototype build, FAI, design verification testing on the OEM side. Capture all corrective actions in the supply agreement.
- Weeks 12–20: bridge production lot of 25–100 pieces; finalize tooling, inspection plan, and packaging.
- Weeks 20–30: series-production qualification; lock PPAP or equivalent, sign frame agreement, and schedule first call-off.
- Ongoing: quarterly business reviews, lot-over-lot Cpk reporting, and structured corrective-action tracking.
Accelerating this roadmap below typical 16-week cycles significantly increases the probabilistic risk of FAI iterations, budget variances, and quality escapes; executing the timeline deliberately optimizes cost, quality, and delivery targets.
Work With Batom
Custom gear programs optimize their intended value when specifications, MOQ, and lead time are aligned with engineering reality from the initial RFQ stage. At Batom Co., Ltd., we engineer and manufacture custom precision gears for aerospace, medical, robotics, EV, and industrial-automation OEMs out of Taiwan, with in-house gear cutting, grinding, and heat-treatment capability and a documentation footprint covering ISO 9001, IATF 16949, AS9100, and ISO 13485 program work.
Our typical engagement covers DFM review at the RFQ stage, prototype and FAI in 4–8 weeks, bridge and series production with controlled MOQ structures, and full traceability through the supply agreement. Programs requiring dedicated tooling, multi-gear assemblies, or comprehensive documentation packages are fully supported within our standard operational and compliance frameworks.
To scope a custom gear program against real-world specs, lead times, and MOQ structures, schedule a consultation with the Batom engineering team to walk through your drawings and define a path that fits your launch window. Schedule a consultation with the Batom engineering team to walk through your drawings and define a path that fits your launch window.
— Batom Co., Ltd. Marketing Department
Frequently Asked Questions
Q1: What is the minimum order quantity for custom gears?
A: There is no single MOQ for custom gears. For prototypes and engineering samples, 1–10 pieces is typical, priced at full setup recovery. For tooling-driven programs, MOQ usually lands in the 100–500 range tied to tooling amortization, and can be reduced by paying for tooling as a separate NRE charge. For series production, MOQ commonly sits between 200 and 2,000 pieces, with frame agreements available for smaller call-offs against an annual commitment.
Q2: How long does it take to manufacture custom gears?
A: Typical lead times are 4–8 weeks for prototypes (1–10 pieces), 6–10 weeks for bridge production lots, and 10–16 weeks for series production with full PPAP. Repeat orders against existing tooling typically run 4–8 weeks. Heat treatment is the largest single source of variation; programs requiring Nadcap-controlled heat treat add calendar time for traceability and lot control.
Q3: What specifications do I need to provide for a custom gear quote?
A: A complete RFQ includes a 2D drawing with full GD&T and gear data block, a 3D STEP or Parasolid model, material and heat-treatment specifications with case depth and hardness ranges, surface-finish and tolerance-class callouts, inspection and documentation requirements (FAI, PPAP, CoC, material certs), and quantity bands covering prototype, first production, and annual forecast. Application context — load condition, operating environment, and safety critical aspects — unlocks DFM feedback that pure drawing reviews cannot provide.
Q4: Which gear tolerance class should I specify?
A: Match the tolerance class to the application function rather than to a default. General industrial gears typically run DIN 8–10 (AGMA A8–A10); automotive passenger 6–8; robotics and machine-tool 5–7; aerospace transmissions 4–6; metrology and precision drives 3–5. Each tolerance step up adds roughly 15–35% unit cost and 1–3 weeks lead time, so over-specification is one of the most common cost-inflation paths on custom gear programs.
Q5: How do I find a reliable custom gear manufacturer?
A: Start by qualifying on certifications matching the application: ISO 9001 baseline, IATF 16949 for automotive, AS9100 plus Nadcap for aerospace, ISO 13485 for medical. Request verifiable program experience or sanitized case studies relevant to your industry, validate certificates directly with the issuing body, and review FAI and Cpk reports from comparable programs. For high-value production programs, an on-site audit covering gear-cutting, heat-treatment, and metrology capability is a strongly recommended supply chain validation step.