The 0.001mm Difference — How Micro-Geometry Decides Whether Your EV Whispers or Screams
Close the door of an electric car. No engine rumble. No exhaust growl. Just silence — until you press the accelerator and a thin, high-pitched whine rises from somewhere beneath the floor. That sound is not the motor. It is the gears inside the reduction gearbox, vibrating at their mesh frequency, transmitting energy through bearings and housing into the cabin.
The physics of that whine comes down to one number: transmission error (TE). The deviation between where the driven gear tooth should be and where it actually is during mesh engagement. TE is measured in microns. One micron is 0.001 millimeters — roughly one-fiftieth the diameter of a human hair. At this scale, consistently maintaining variations within 1-2 microns—aligning with the most stringent global standards like DIN 3962 Class 3/4 or equivalent ISO/AGMA grades—is the difference between an acoustically optimized drivetrain and one that generates unacceptable NVH levels.
Anatomy of Transmission Error
Fundamental gear dynamic theory defines transmission error as the angular displacement of the output gear relative to the input gear, measured against its theoretical perfect-mesh position. This displacement oscillates as teeth engage and disengage, creating vibration at frequencies directly tied to the gear's mesh rate.
The factors that produce TE fall into two categories. Macro-geometry — tooth count, module, pressure angle, helix angle — is fixed at the design stage. Micro-geometry is where manufacturing enters the equation: tooth profile deviations, lead errors, pitch variations, and surface waviness. Recent automotive engineering reviews published in the World Electric Vehicle Journal identify surface waviness as the single most consequential source of gear whine in EVs, particularly as high-performance EV motor speeds push beyond the 20,000 RPM threshold.
In the combustion era, the broadband noise of the engine effectively masked the narrowband, tonal frequencies of gear mesh vibration. With electric motors eliminating the broadband masking noise of internal combustion engines, the tonal frequencies of gear mesh become the dominant acoustic signature inside the cabin.
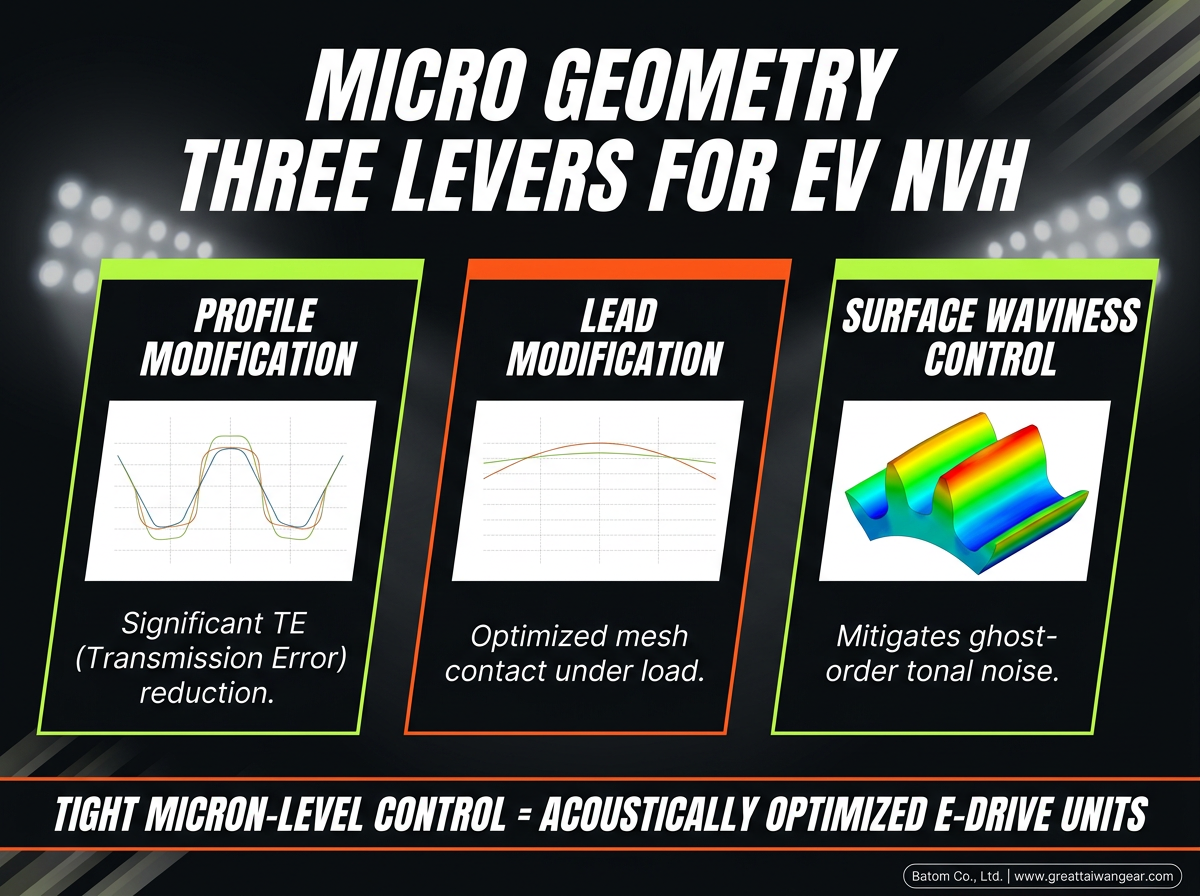
Three Dimensions of Micro-Geometry Control
Gear engineers manage noise through deliberate micro-geometry modifications — intentional deviations from the theoretically perfect involute tooth form to compensate for elastic deformation and assembly tolerances under real operating conditions.
Profile modification acts in the tooth height direction. Tip relief and root relief introduce controlled material removal at the entry and exit points of tooth contact, preventing the impact loads that edge contact generates. In standard high-precision EV applications, typical tip relief values range from 5 to 20 microns, with exact amounts dictated by specific load conditions and speed ranges.
Lead modification acts across the tooth width. Crowning applies a slight convexity to the tooth face, allowing the gear to tolerate minor misalignments without concentrating load at the edges. Advanced gear dynamic analysis notes that lead modification is critical for compensating shaft system deflection under the high torques common in EV applications.
Surface waviness control is the subtlest and most difficult dimension. Waviness consists of periodic undulations on the tooth surface, typically characterized by wavelengths between 0.5 and 3 mm, and amplitudes of just 0.1 to 1 micron, which are introduced during the generating grinding process. A study published in the Journal of Manufacturing Processes found that grinding parameters (feed rate, wheel dressing conditions, coolant flow) directly determine waviness amplitude and frequency characteristics. These microscopic undulations excite vibrations at frequencies distinct from normal mesh harmonics, producing what engineers call "ghost orders" — the most annoying noise component in EV gearboxes.
The Measurement Problem: Why Static Inspection Isn't Enough
Traditional gear quality control relies on high-precision analytical inspection—utilizing dedicated Gear Measurement Machines (GMM) such as the Klingelnberg P26 and P40. These systems are specifically engineered to scan each tooth's profile, lead, and pitch with sub-micron accuracy, then compare the captured topology against the theoretical design. This method catches individual tooth deviations but cannot, on its own, predict how the gear will behave during dynamic mesh under load.
Recent advancements in EV transmission metrology indicate that offline single-tooth inspection methods are insufficient for characterizing EV reducer manufacturing quality. Datasets covering healthy gears, minor-bump gears, grinding-skip gears, and ghost-order whine gears now demonstrate that mesh behavior under realistic operating conditions varies far beyond what static measurement can predict. The industry is increasingly adopting dynamic end-of-line (EOL) evaluation that replicates actual operating speed, torque, and assembly state, so that noise risk is detected at the supplier rather than in the customer's vehicle.
Recent advancements in production analytics have shown that flank waviness amplitude is one of the strongest predictors of whether a gearbox will pass its end-of-line noise test. This finding opens a practical path: by measuring waviness characteristics with sufficient precision, manufacturers can potentially predict noise performance before the gear ever enters a gearbox.
Batom Co., Ltd. maintains the full spectrum of micro-geometry processing capabilities — profile modification, lead modification, twist correction, and waviness control. Additionally, twist correction actively compensates for the natural bias error introduced during continuous generating grinding, ensuring optimal contact patterns under load. Furthermore, this approach allows for simulation review prior to machining, significantly reducing material and time losses during development. The company's IATF 16949, AS9100, and Nadcap certifications enforce the level of process discipline that micron-scale gear manufacturing demands.
Grinding: Where Noise Is Generated and Mitigated
Finish grinding is the final critical operation in gear manufacturing, and it is the primary source of surface waviness. Generating grinding uses a threaded grinding wheel in continuous axial feed, delivering high throughput but inherently tending to leave periodic waviness patterns on tooth surfaces.
Advanced metrology analysis reveals a counterintuitive finding: higher grinding precision does not always reduce noise. If all teeth share a highly consistent waviness pattern (high tooth-to-tooth uniformity), the result can be a sharp resonance peak at a specific frequency — effectively concentrating acoustic energy into a narrow, piercing tone. Advanced topological grinding strategies now intentionally introduce controlled tooth-to-tooth variation during generating grinding, breaking up these resonance peaks and distributing tonal energy across a wider frequency band.
The paradigm has shifted: true quality requires going beyond standard macro-precision to achieve advanced, deliberate micro-topological control. For gear manufacturers, this demands grinding process capability that is sophisticated enough to produce intentional scatter — a harder technical challenge than simply minimizing all deviations.
Why 0.001mm Matters to Your Bottom Line
Micro-geometry control in EV gearboxes is about more than passenger comfort. Industry comparative analysis confirms that, while optimized micro-geometry minimizes transmission error for superior NVH, complementary advancements in surface finishing (such as superfinishing and precision grinding) significantly reduce sliding friction. Together, these tight tolerances help maximize drivetrain mechanical efficiency without adding battery capacity. With battery packs still a significant share of total EV cost, improving drivetrain efficiency to extend range—without adding battery capacity—is one of the most cost-effective optimization paths available.
Gear suppliers who can consistently control manufacturing precision at the micron level — with the metrology and grinding discipline to back it up — are the ones aligned with where the EV drivetrain is going.
0.001 millimeters. Invisible to the eye, imperceptible to the touch. But it decides whether the EV you drive every day is a masterwork of precision engineering or a source of persistent tonal noise.
References:
- Gear Technology — A Review on Gear Transmission Error
- World Electric Vehicle Journal — Surface Waviness of EV Gears and NVH Effects: A Comprehensive Review
- Nature Scientific Data — Dynamic Meshing Transmission Dataset for EV Reducer Gears
- Siemens Simcenter — Revolutionizing EV Drivetrain Design
- SAE International — Automotive Engineering Standards
About the Author
This article was produced by the engineering content team at Batom Co., Ltd., founded in 1981 in Taichung, Taiwan. With over four decades of precision gear manufacturing expertise and certifications including IATF 16949, AS9100, and Nadcap, Batom specializes in EV drivetrain gears, leveraging industry-leading metrology infrastructure including Klingelnberg P-series precision measuring centers to ensure micron-level excellence is the baseline requirement.
Working on an EV drivetrain that demands tight NVH control? Schedule a consultation with Batom's engineering team to discuss micro-geometry specifications and noise optimization strategies.
Frequently Asked Questions
Q1: What is gear transmission error? A: Transmission error (TE) is the difference between the theoretical and actual angular position of the driven gear during mesh. It oscillates at the gear's mesh frequency and is the primary source of gear whine in electric vehicles. TE is measured in microns — deviations as small as 1-2 microns can produce audible noise.
Q2: What causes EV gear whine? A: EV gear whine results from transmission error that is exposed (or unmasked) by the absence of internal combustion engine noise. The main manufacturing contributors are tooth surface waviness (from grinding), profile deviations, lead errors, and pitch variations. Surface waviness produces "ghost order" tones that are particularly irritating to passengers.
Q3: What is gear micro-geometry modification? A: Micro-geometry modification is the deliberate, controlled deviation from the theoretical perfect involute tooth form. It includes profile modification (such as tip/root relief tailored to specific load requirements), lead modification (crowning across tooth width), and surface waviness control. These adjustments compensate for elastic deformation and assembly tolerances under real operating loads.
Q4: What are ghost orders in gears? A: Ghost orders are non-mesh-harmonic vibration frequencies caused by periodic surface waviness on gear teeth. They are introduced during the grinding process and produce tonal noise that does not correspond to any gear mesh frequency, making them difficult to diagnose and especially noticeable in quiet EV cabins.
Q5: How does gear quality affect EV range? A: Optimized micro-geometry minimizes transmission error and is the primary driver of superior NVH. Range and drivetrain efficiency, on the other hand, are most directly improved by advanced surface finishing (such as superfinishing and precision grinding) that reduces sliding friction at the tooth flank. Together, the two engineering levers help maximize drivetrain mechanical efficiency without adding battery capacity, which is one of the most cost-effective optimization paths available.

