Die Zukunft polieren: Wie die Abrasivströmungstechnologie die Präzisionsfertigung verändert
Im Inneren von Kühlbohrungen mit nur wenigen Millimetern Durchmesser in Luftfahrttriebwerksschaufeln oder innerhalb der komplexen, gekrümmten Oberflächen tief im Inneren der Ansaugkrümmer von High-End-Supersportwagen steht die Präzisionsfertigung vor ihrer größten Herausforderung: Wie lassen sich „tote Ecken“ polieren, die für das Auge unsichtbar und von Hand unerreichbar sind? Herkömmliches Schleifpapier und Schleifscheiben sind bei derart extremen Geometrien wirkungslos. Dennoch findet in der Fertigungsindustrie eine stille Revolution statt, angetrieben von der Werkstoffwissenschaft und der Strömungsdynamik. Die Kraft des Verschleißes, einst ausschließlich mit Schaden und Verlust verbunden, wird heute in ein kontrollierbares „intelligentes Fluid“ verwandelt. Dies ist nicht nur eine Verbesserung der Bearbeitungsmethoden, sondern ein Schlüssel zur Erschließung höchster mechanischer Leistungsniveaus.
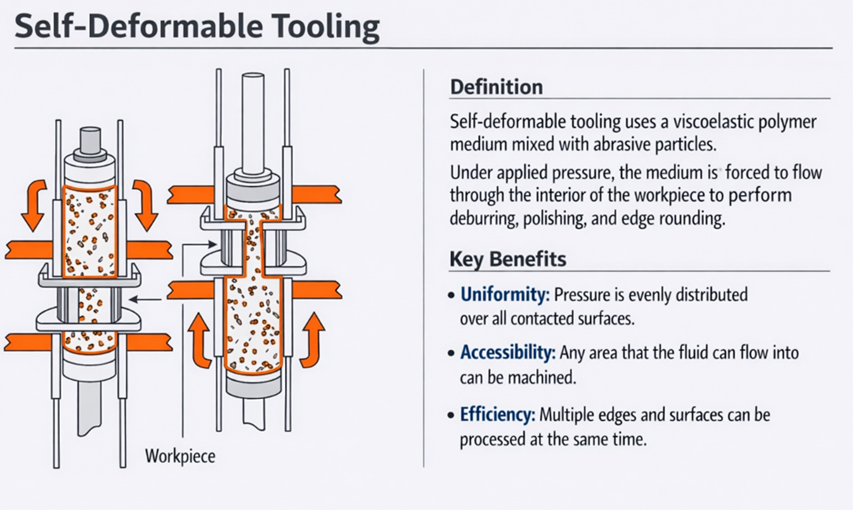
Eines der faszinierendsten Elemente der Abrasivströmungsbearbeitung (Abrasive Flow Machining, AFM) ist das viskoelastische, polymerbasierte Schleifmedium, das oft als „atmender intelligenter Ton“ beschrieben wird. Unter Druck fließt dieses Material wie Modelliermasse, wodurch es selbst in kleinste Spalte eindringen kann, während es die Schleifpartikel fest bindet, um präzises Schneiden und Polieren zu ermöglichen. Nach aktuellen patentierten Formulierungen verwendet dieses intelligente Medium Silikonöl als Basis, kombiniert mit Naphthenöl als Weichmacher und Weißöl als Weichmittel. Der entscheidende technische Faktor ist die Zugabe von Natriumstearat als festem sauren Weichmacher, der dem Medium eine hohe Zähigkeit und eine starke Fähigkeit zur Bindung von Schleifpartikeln verleiht. Allerdings ist dieses Fluid äußerst temperaturempfindlich. Sobald die Verarbeitungstemperatur 80 °C überschreitet, bricht seine Viskosität rapide zusammen, wodurch es seine Fähigkeit zur Partikelbindung verliert und die Schneidleistung stark abnimmt.
Die Herstellung dieses Hochleistungs-Schleiffluids erfordert einen streng kontrollierten Zehn-Stufen-Prozess. Zunächst wird die Silikonölbasis in einen Mischer gegeben, gefolgt von der Zugabe eines leichten Öl-Lösungsmittels. Die Mischung wird gründlich gerührt und anschließend vier bis fünf Stunden reagieren gelassen, bis sie einen gelartigen Zustand erreicht. Danach wird sie in einer Mühle verarbeitet, um sicherzustellen, dass keine großen Agglomerate verbleiben. Anschließend werden der Naphthenöl-Weichmacher und das Weißöl-Weichmittel hinzugefügt, gefolgt von Natriumstearat als thermischem Stabilisator zur Erhöhung der Zähigkeit. Danach werden Schleifpartikel wie Diamant oder Siliziumkarbid eingemischt, und der abschließende Mischschritt erzeugt ein elastisches Fluid mit hoher Schneidleistung, das nicht am Werkstück haftet.
Bei der Bearbeitung extrem tiefer Bohrungen mit einem Längen-Durchmesser-Verhältnis von L/D ≥ 10, wie etwa Mikro-Kühlbohrungen in Luftfahrttriebwerksschaufeln, sind herkömmliche Werkzeuge besonders bruch- und ausfallanfällig. Um dieses Problem zu lösen, haben in Modellierungs- und Simulationsstudien veröffentlichte Forschungsarbeiten eine Magnetverbundfluid-(MCF)-Poliertechnologie vorgeschlagen, die speziell für die Innenoberflächen tiefer Bohrungen entwickelt wurde. Das Herzstück dieser Technologie ist eine klauenförmige Magnetstruktur, bestehend aus einem Hauptmagnetstift und drei Hilfsmagneten, die in Abständen von 120 Grad angeordnet sind. Gemeinsam erzeugen sie ein dynamisches Magnetfeld im Inneren der tiefen Bohrung. Die Forscher stellten fest, dass der Kopplungseffekt zwischen Magnetfeld und Fluid sein Maximum erreicht, wenn sich die Hilfsmagnete mit einer Geschwindigkeit von −100 rad/s entgegengesetzt zum Hauptmagnetstift drehen.
Unter dieser optimalen Kopplungsbedingung kann die maximale Wandschubspannung Werte von bis zu 8.470 N/m² erreichen. Dieser berührungslose und flexible Bearbeitungsansatz hält nicht nur die Schwankungen der magnetischen Flussdichte innerhalb von 10 %, sondern stellt auch sicher, dass jeder Abschnitt der Innenoberfläche der tiefen Bohrung gleichmäßig und konsistent poliert wird.