
Aerospace Gear Manufacturing Guide: Materials, Standards & Qualification Process
A single gear failure in an aircraft transmission can ground a fleet. That reality shapes every decision in aerospace gear manufacturing — from alloy selection and heat treatment parameters to the 6–12 month supplier qualification process that OEMs require before a single production part ships. The global aircraft gearbox market reached approximately $3.65 billion in 2025 and is projected to grow to $6.0–7.2 billion by 2032, driven by geared turbofan (GTF) engine proliferation, commercial fleet expansion, and military modernization programs. This guide covers the four primary aerospace gear alloys, the standards framework governing production, quality class requirements, and the step-by-step path to becoming a qualified aerospace gear supplier.
Four Alloys That Build Aerospace Gears
Aerospace gear steels must satisfy three requirements simultaneously: resistance to rolling contact fatigue on tooth flanks, fracture toughness in the core to absorb shock loads, and the ability to maintain hardness at elevated operating temperatures. Four alloys dominate production across helicopters, turboprops, actuators, and satellite mechanisms.
AMS 6265 / AISI 9310 is the baseline carburizing steel for aerospace gears. Its composition — C 0.08–0.13%, Ni 3.00–3.50%, Cr 1.00–1.40%, Mo 0.08–0.15% — produces a low-carbon, high-nickel alloy optimized for case hardening. After gas carburizing at 927°C and oil quenching at 843°C followed by tempering at 166°C, the case reaches HRC 58–63 while the core sits at HRC 33–43. Minimum tensile strength is 1,150 MPa. The high nickel content gives 9310 its defining advantage: core toughness that prevents crack propagation from the case into the tooth root under cyclic bending loads. For decades, 9310 has served as the default material for helicopter main reduction gears and turboprop gearbox stages.
AMS 6414 / AISI 4340 is a medium-carbon through-hardening alloy with C 0.38–0.43%, Ni 1.65–2.00%, Cr 0.70–0.90%, Mo 0.20–0.30%. After double tempering, tensile strength reaches 1,793 MPa with uniform hardness of HRC 50–55 throughout the cross-section. 4340 is not primarily a gear tooth material — its contact fatigue life falls short of carburized grades. Its value lies in power transmission shafts, landing gear components, and high-strength bolts where bending and torsional loads dominate rather than surface contact stress.
AMS 6308 / Pyrowear 53 represents the current state of the art for high-performance aerospace gears. Developed by Carpenter Technology, this carburizing steel contains C 0.10%, Cr 1.00%, Mo 3.25%, V 0.10%, Ni 2.00% and undergoes triple-melt processing (VIM-VAR-VAR) for maximum cleanliness. The critical differentiator is hot hardness: Pyrowear 53 maintains HRC 55+ at 315°C (600°F), compared to the measurable softening that 9310 experiences above 200°C. Fracture toughness reaches K_IC 115 ksi√in versus 85–100 ksi√in for 9310. Pratt & Whitney's geared turbofan engines and most next-generation aerospace transmissions now specify Pyrowear 53 as the primary gear material.
Nitralloy 135M / AMS 6471 fills a specific niche: applications where dimensional stability after heat treatment is the overriding concern. Nitriding occurs at 495–565°C — far below carburizing temperatures — producing a thin, hard layer (0.2–0.5 mm case depth) with minimal part distortion. Surface hardness reaches HRC 60+ while core hardness remains HRC 30–35. Aircraft actuator gears and precision mechanism components where tight tolerances must survive heat treatment favor nitrided alloys.
| Alloy | Specification | Carbon (%) | Hardening | Surface HRC | Core HRC | Fracture Toughness | Primary Use |
|---|---|---|---|---|---|---|---|
| 9310 | AMS 6265 | 0.08–0.13 | Carburize | 58–63 | 33–43 | 85–100 ksi√in | Helicopter gearboxes |
| 4340 | AMS 6414 | 0.38–0.43 | Through-harden | 50–55 | 50–55 | 50–70 ksi√in | Shafts, landing gear |
| Pyrowear 53 | AMS 6308 | 0.10 | Carburize | 60+ | 38–44 | 115 ksi√in | GTF engines, next-gen |
| Nitralloy 135M | AMS 6471 | 0.38–0.43 | Nitride | 60+ | 30–35 | 40–60 ksi√in | Actuators, mechanisms |
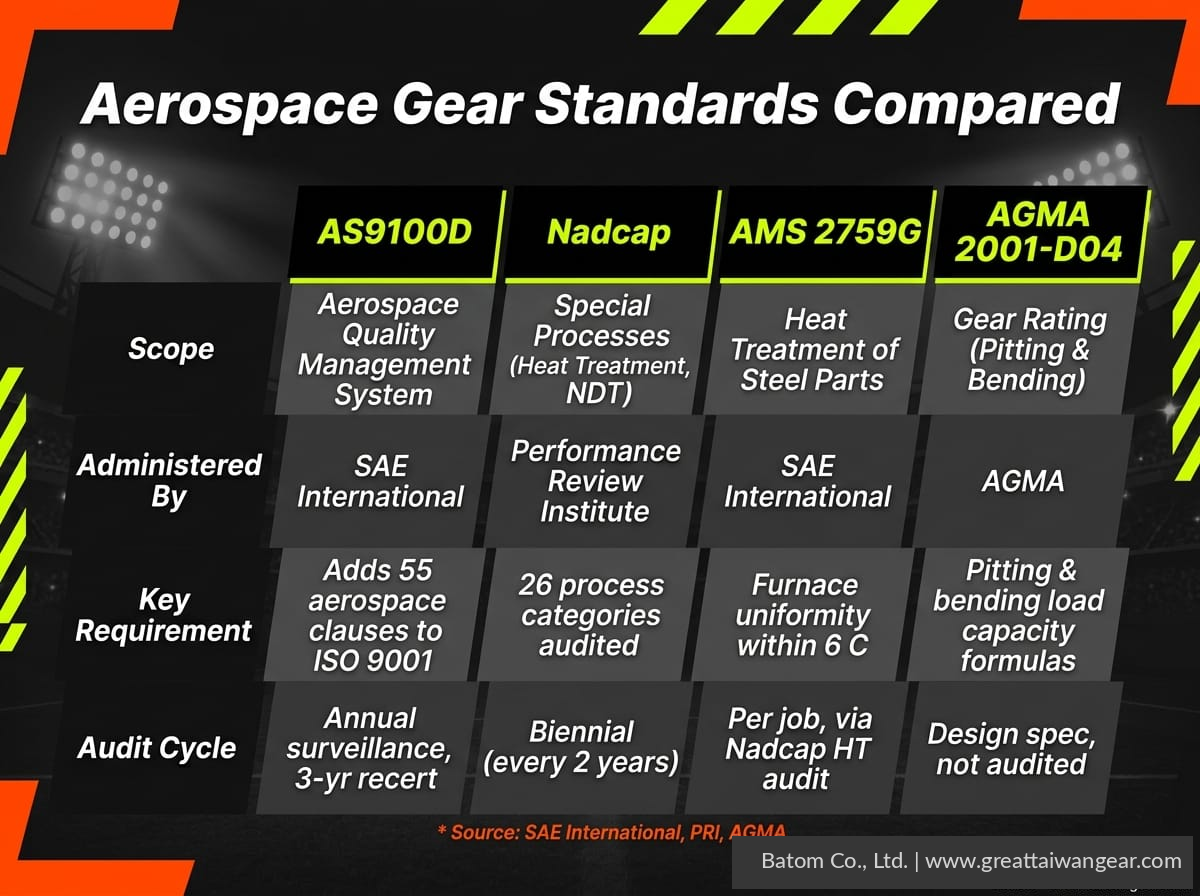
The Standards Framework
Aerospace gear manufacturing operates under a layered standards system covering quality management, special process control, material specifications, and gear rating calculations.
AS9100D is the foundation. Published by SAE International, it adds 55 aerospace-specific clauses to the ISO 9001 framework. These clauses address configuration management, risk management, counterfeit parts prevention, supply chain traceability, and first article inspection requirements. AS9100D certification is the minimum entry requirement for any gear manufacturer seeking aerospace contracts. Without it, OEM procurement teams will not issue an RFQ.
Nadcap (National Aerospace and Defense Contractors Accreditation Program), administered by the Performance Review Institute, provides third-party certification for special processes. For gear manufacturers, the most critical Nadcap scopes are heat treatment (carburizing, quenching, tempering — including furnace temperature uniformity surveys and quenchant monitoring) and non-destructive testing (magnetic particle, ultrasonic, eddy current). Nadcap audits occur on a biennial cycle and cover 26 categories of critical processes. OEMs increasingly require Nadcap accreditation as a contract prerequisite rather than performing their own process audits.
AMS 2759G governs heat treatment of steel parts for aerospace applications. Requirements include furnace temperature uniformity within ±6°C, documented quench system monitoring, hardness verification protocols at specified locations, and complete thermal processing records. AMS 2304C sets the magnetic particle inspection standard, with a critical reject criterion: any indication larger than 1/64 inch (0.4 mm) constitutes grounds for rejection.
AGMA 2001-D04, published by the American Gear Manufacturers Association, provides the rating formulas for pitting resistance and bending strength that determine whether a gear design meets its intended load capacity. Companion standard AGMA 906-A94 specifies surface finish requirements — aerospace gears typically require Ra 2–8 µin after grinding, with superfinishing shown to extend contact fatigue life by 10%–15%.
AGMA Quality Classes for Aerospace
Aerospace gears typically require DIN 5–6 (AGMA A4–A5), with satellite and precision mechanisms reaching DIN 3–4 (AGMA A2–A3). These classes define dimensional tolerances that the finished gear must meet.
At DIN 6 (AGMA A5), the typical tolerance envelope for a medium-module gear includes profile error of 0.0015–0.0025 inch, pitch error of 0.0010–0.0020 inch, and total composite runout of 0.0015–0.003 inch. Achieving these tolerances consistently requires profile grinding or gear honing after heat treatment, followed by coordinate measurement machine (CMM) verification of every critical dimension.
Surface finish directly affects gear performance. According to AGMA 906-A94 data, reducing tooth flank roughness from Ra 16 µin to Ra 4 µin increases the elastohydrodynamic lubrication film thickness ratio by a factor of 2–3, which translates directly to longer contact fatigue life. Superfinishing (Ra < 4 µin) provides an additional 10%–15% improvement and has become standard practice for helicopter transmission gears.
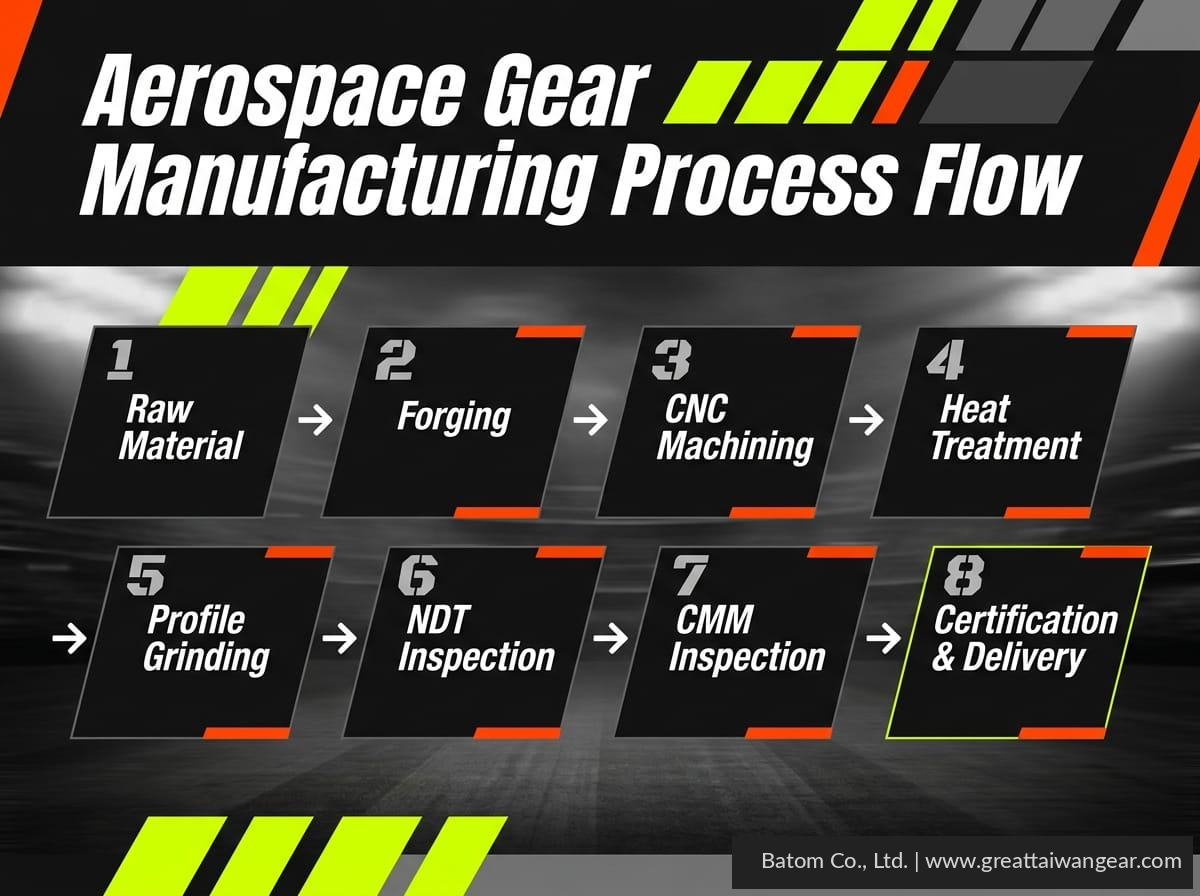
The Qualification Process: RFQ to Production Release
Qualifying as an aerospace gear supplier is a structured, gate-based process that typically spans 6–12 months. Understanding each stage helps manufacturers plan resources and timelines accurately.
Stage 1 — RFQ Evaluation and Capability Audit (2–4 weeks). The OEM reviews the supplier's AS9100D certification, Nadcap accreditations, equipment list (CNC gear cutting, grinding, heat treatment furnaces), quality management system documentation, and prior aerospace supply history. Many OEMs maintain an Approved Supplier List (ASL) and will only issue RFQs to listed suppliers.
Stage 2 — Process Development and Validation (4–8 weeks). The supplier establishes the manufacturing plan: CNC programs, tooling design, fixture layouts, heat treatment recipes, and inspection sequences. Trial parts are produced and dimensional data collected to establish initial process capability. Aerospace customers typically require Cpk ≥ 1.67 (equivalent to fewer than 0.57 defects per million parts), significantly above the Cpk 1.33 standard used in general industrial manufacturing.
Stage 3 — First Article Inspection Report (5–8 weeks). Per AS9102, the FAIR consists of three forms. Form 1 captures part number, drawing revision, and design requirements. Form 2 documents material certifications, heat numbers, and special process traceability. Form 3 records measurement results for every dimension, tolerance, and characteristic called out on the drawing. All hardness values, surface finish measurements, and NDT results must be individually documented. The FAIR package is submitted to the customer's quality engineering team for review, which typically takes 5–8 weeks including any clarification cycles.
Stage 4 — Production Part Approval Process (PPAP). Aerospace gears most commonly require PPAP Level 3, which includes process flow diagrams, Process Failure Mode and Effects Analysis (PFMEA), measurement system analysis (gage R&R), process capability studies, and the complete FAIR package. Safety-critical gears may require Level 4 (all Level 3 items plus customer site visit) or Level 5 (full on-site audit of production conditions).
Stage 5 — Pilot Production Run (4–6 weeks). A limited production batch validates process stability and repeatability under near-production conditions. Statistical process control (SPC) charts are established for critical characteristics.
Stage 6 — Production Release and Ongoing Surveillance. After full qualification, the supplier enters serial production but remains subject to periodic process monitoring data submissions and annual supplier audits by the customer's quality team.
Non-Destructive Testing: Three Mandatory Methods
Every aerospace gear undergoes three categories of NDT before shipment. Magnetic particle inspection (MPI) per AMS 2304 is performed at 100% — every single part is inspected for surface and near-surface cracks. Fluorescent wet method with UV-A illumination is the standard technique, and any linear indication exceeding 1/64 inch triggers rejection.
Ultrasonic testing (UT) per ASTM E2375 detects subsurface defects including inclusions, voids, and internal cracks that surface methods cannot reach. Frequency selection (typically 5–25 MHz) depends on part geometry and material grain structure.
Eddy current testing (ECT) is applied after grinding to detect grinding burns — localized thermal damage that can create tensile residual stresses and significantly reduce fatigue life. Any evidence of grinding burn in a flight-critical gear tooth is an automatic reject condition.
All test results, along with material heat numbers, furnace batch records, and operator certifications, must be archived for a minimum of 7 years per AS9100D traceability requirements.
Five Application Domains
Helicopter transmissions represent the most demanding aerospace gear application. The main reduction gearbox converts turbine shaft speeds of 5,000–20,000 RPM down to rotor speeds of 200–400 RPM while transmitting 500–2,000 ft-lbs of torque. Quality requirement is DIN 5–6 (AGMA A4–A5), with design life targets of 10,000–15,000 flight hours. According to NASA Advanced Rotorcraft Transmission program data, main rotor gear systems must achieve a reliability of 0.9999 per flight hour — meaning no more than one failure per 10,000 flight hours.
Turboprop gearboxes reduce turbine shaft speed (2,000–4,000 RPM input) to propeller speed through reduction ratios of 8:1 to 15:1, handling 1,500–5,000 HP. Operating temperatures are higher than helicopter gearboxes, making Pyrowear 53's hot hardness retention a decisive material advantage over 9310.
Aircraft actuator gears operate in intermittent-duty cycles at 50–500 RPM, with design life measured in cycles (10,000–50,000) rather than continuous hours. Landing gear retraction mechanisms and flight control surface actuators demand dimensional stability above all else, favoring nitrided alloys.
Satellite mechanism gears function in vacuum at temperatures ranging from -150°F to +200°F (-101°C to +93°C). Quality class requirement rises to Q13–Q15. Lubrication is specialized — solid lubricants (MoS₂) or minimal-quantity greases that won't outgas in vacuum. Design life extends to 10–15 years of unattended operation.
UAV drivetrains couple electric motors to propulsion systems at 2,000–10,000 RPM in the 50–500 W power range. Weight optimization drives design decisions, with gear tooth size and material selection balanced against mass reduction targets.
Market Context
The global aircraft gearbox market is projected to grow from $3.65 billion in 2025 to approximately $6.0–7.2 billion by 2032, reflecting a CAGR of 6.9%–8.4%, according to analysis from Fortune Business Insights and Research and Markets. Major gear system OEMs include Pratt & Whitney (GTF engines), Safran (helicopter and turboprop transmissions), Collins Aerospace (actuation systems), and Rolls-Royce (power gearbox for UltraFan). The supply chain is heavily concentrated, with approximately 40% of production in North America, 35% in Europe, and 15–20% in Asia-Pacific.
References
- SAE International — AMS Material and Process Standards
- AGMA — American Gear Manufacturers Association
- ASM International — Aerospace Alloy Technical Reference
- Performance Review Institute — Nadcap Accreditation
- NASA Technical Reports Server — Advanced Rotorcraft Transmission
Author: Batom Co., Ltd. — Marketing Department
With over three decades in precision gear manufacturing and an ISO-certified quality management system, Batom has built deep experience across automotive, industrial, and aerospace-grade gear production. The company's engineering team works with customers from initial material selection through final inspection, matching manufacturing capabilities to each application's load profile, quality class, and certification requirements.
Ready to discuss aerospace gear manufacturing capabilities for your program? Schedule a consultation with Batom's engineering team to review your specifications, quality requirements, and qualification timeline.
Frequently Asked Questions
Q: What steel is used for aerospace gears? A: The four primary alloys are AMS 6265 (9310) for standard carburized gears, AMS 6308 (Pyrowear 53) for high-temperature applications like geared turbofan engines, AMS 6414 (4340) for through-hardened shafts and structural components, and AMS 6471 (Nitralloy 135M) for actuator gears requiring minimal heat treatment distortion.
Q: What AGMA quality class do aerospace gears require? A: Aerospace gears typically require DIN 5–6 (AGMA A4–A5), with satellite and precision mechanism gears reaching DIN 3–4 (AGMA A2–A3). At DIN 6–7 (AGMA A5–A6), profile error tolerances are 0.0015–0.0025 inch, pitch error 0.0010–0.0020 inch, and runout 0.0015–0.003 inch.
Q: How long does aerospace gear supplier qualification take? A: The full qualification process from RFQ to production release typically spans 6–12 months. This includes capability audit (2–4 weeks), process development (4–8 weeks), First Article Inspection per AS9102 (5–8 weeks), PPAP approval, and pilot production validation (4–6 weeks).
Q: What is Nadcap and why is it required for gear manufacturing? A: Nadcap (National Aerospace and Defense Contractors Accreditation Program) provides third-party certification for special processes including heat treatment and non-destructive testing. Major OEMs like Pratt & Whitney, Safran, and Collins Aerospace increasingly require Nadcap accreditation as a contract prerequisite rather than conducting their own process audits.
Q: What is the difference between carburizing and nitriding for aerospace gears? A: Carburizing occurs at 880–940°C, producing a 0.6–2.0 mm case depth with surface hardness of HRC 58–63, ideal for high-contact-stress gears. Nitriding operates at 495–565°C with a thinner case (0.2–0.5 mm) but causes minimal part distortion, making it preferred for precision actuator gears where dimensional stability is critical.