
Gear Steel Selection Guide: 20CrMnTi, SCM420, 4140 & More Compared
Material selection is highly relevant to the service life of gears. Six steel grades — 20CrMnTi, SCM420, AISI 4140, AISI 8620, 20MnCr5, and SAE 4320 — account for a large portion of global gear production across automotive transmissions, wind turbine gearboxes, industrial reducers, and aerospace drivetrains. This guide compares each grade by composition, hardness, mechanical properties, and optimal application, giving procurement engineers and gear designers the specification-level data they need to make informed material decisions.
Case Hardening vs. Through-Hardening: The Fundamental Choice
Every gear steel decision begins with one question: does the application need a hard surface with a tough core, or uniform hardness throughout?
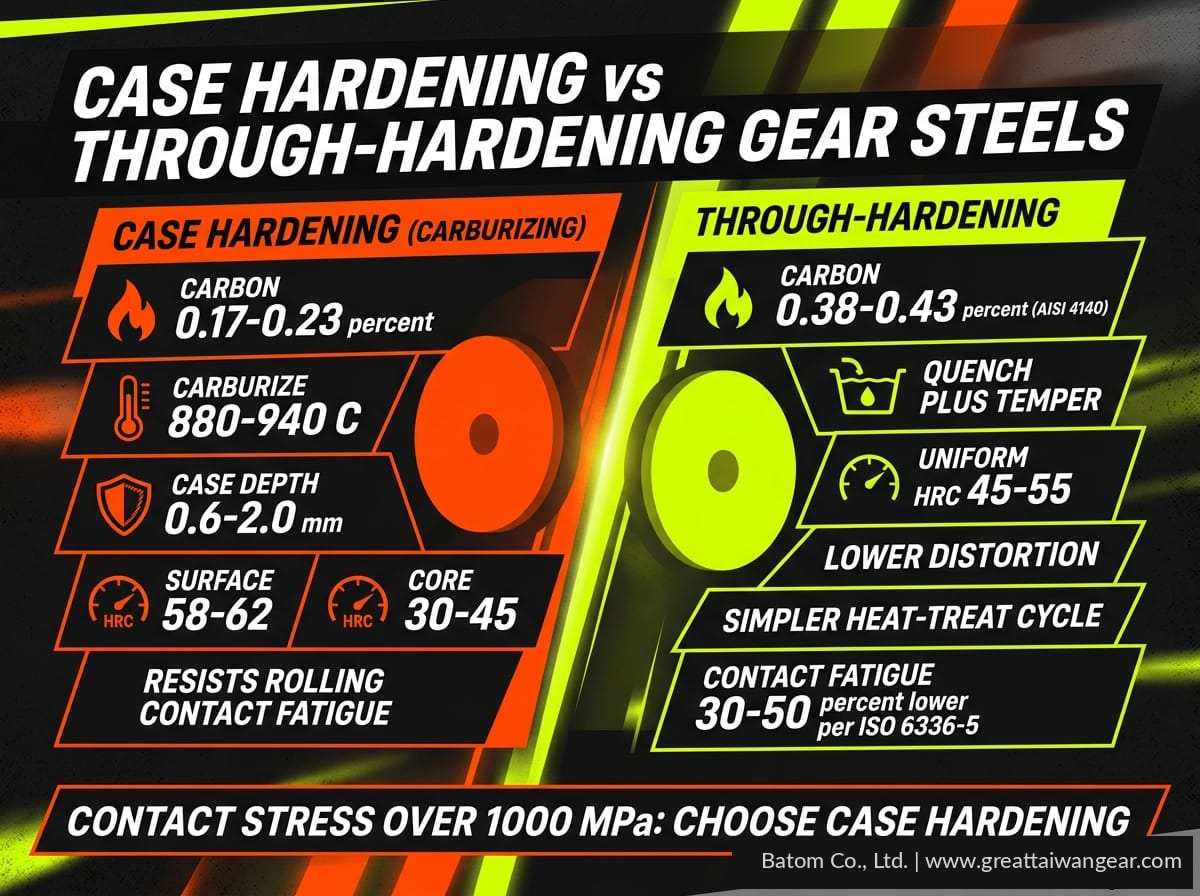
Case-hardening (carburizing) steels contain 0.17%–0.23% carbon. During gas carburizing at 880–940°C, carbon diffuses into the surface to create a hardened layer 0.6–2.0 mm deep. The result is a surface hardness of HRC 58–62 sitting on top of a core at HRC 30–45. This combination resists rolling contact fatigue on the tooth flank while the ductile core absorbs shock loads at the tooth root.
Through-hardening steels like AISI 4140 carry higher carbon (0.38%–0.43%). After quenching and tempering, hardness distributes uniformly at HRC 45–55. Distortion stays lower and the heat treatment cycle is simpler, but contact fatigue strength drops by 30%–50% compared to carburized gears, per ISO 6336-5 load capacity calculations.
For most gear applications where contact stress exceeds 1,000 MPa, case hardening is the correct path. Through-hardening earns its place in shaft-type components, static-load fixtures, and applications where dimensional stability after heat treatment is the overriding concern.
20CrMnTi — The Workhorse of Asian Gear Manufacturing
Produced under China's GB/T 3077 standard, 20CrMnTi contains C 0.17–0.23%, Mn 0.80–1.10%, Cr 1.00–1.30%, and a distinctive Ti addition of 0.04–0.10%. Titanium pins austenite grain boundaries during carburizing, preventing grain coarsening and preserving bending fatigue strength.
Post-carburizing specifications are well established: surface hardness HRC 58–62, core hardness HRC 30–45, tensile strength 980–1,180 MPa, yield strength ≥785 MPa, and Charpy impact toughness ≥63 J. The standard heat treatment sequence runs normalizing at 880–900°C, carburizing at 880–940°C, quenching at 780–820°C (oil), and tempering at 150–200°C (air).
20CrMnTi dominates the Chinese automotive transmission gear market. Its low alloy cost, excellent pre-hardening machinability, and proven carburizing response make it the default choice for high-volume gear production. Over 60% of automotive transmission gears produced in China use this grade.
The closest international equivalents are AISI 4118 (USA) and 18CrMo4 / 1.7243 (DIN), though the titanium micro-alloying is unique to the Chinese specification.
SCM420 — Japan's Chromium-Molybdenum Standard
SCM420 follows JIS G4105 with C 0.18–0.23%, Mn 0.60–0.85%, Cr 0.90–1.20%, and Mo 0.15–0.30%. Where 20CrMnTi uses titanium for grain refinement, SCM420 relies on molybdenum for improved hardenability and resistance to temper embrittlement.
In the annealed condition, tensile strength sits at 517 MPa with a machinability rating of 60% relative to AISI 1212. After carburizing, surface hardness reaches HRC 56 minimum, tensile strength rises to ≥885 MPa, and yield strength to ≥685 MPa.
SCM420 serves as the backbone of Japanese and global automotive drivetrain production — transmission gears, differential gears, and high-pressure piping components. Its cross-references include 25CrMo4 (EN standard), AISI 4130 (USA), and 20CrMo (GB standard, China).
The deciding factor between SCM420 and 20CrMnTi often comes down to section size. Molybdenum gives SCM420 deeper hardenability, making it more predictable for gears with larger cross-sections where 20CrMnTi's shallower hardenability could leave the core undertransformed.
AISI 4140 — The Through-Hardening Benchmark
AISI 4140 is a medium-carbon alloy steel with C 0.38–0.43%, Mn 0.75–1.00%, Cr 0.80–1.10%, and Mo 0.15–0.25%. Annealed tensile strength is 655 MPa (95,000 psi), yield strength 415 MPa, and Brinell hardness 197 HB. After oil quenching and tempering, tensile strength can reach 1,550 MPa depending on temper temperature (205–649°C range).
4140 is not primarily a gear steel. Its strength lies in applications requiring uniform hardness throughout the cross-section: drill collars, coupling bolts, rotating shafts, forged components, and impact-resistant tooling. When used for gears, 4140 fits low-contact-stress or static-load scenarios where the simpler heat treatment cycle and lower distortion outweigh the reduced contact fatigue life.
Per ASM International engineering data, 4140 delivers excellent toughness in the as-rolled condition and machines well before hardening. Its international equivalents include 42CrMo4 (DIN), SCR440 (JIS), and 40Cr (GB).
AISI 8620 — Nickel-Enhanced Carburizing Steel
AISI 8620 adds nickel to the alloy mix: C 0.18–0.23%, Ni 0.40–0.70%, Cr 0.40–0.60%, Mo 0.15–0.25%, Mn 0.70–0.90%. Nickel improves core toughness and impact resistance — a property that separates 8620 from nickel-free carburizing grades.
Carburized surface hardness reaches HRC 60 and above, with core hardness at HRC 35–45. The grade has served as a standard transmission gear material across North American automotive production for decades, alongside applications in camshafts, chain pins, and agricultural machinery drivetrains.
Its DIN equivalent is 20NiCrMo2 (material number 1.6523), and the JIS equivalent is SNCM220. Compared to 20CrMnTi, 8620 costs more due to nickel pricing volatility, but it provides a measurable advantage in shock-loaded applications where the core must absorb dynamic energy without cracking.
20MnCr5 — Europe's Wind Energy Gearbox Material
20MnCr5 conforms to DIN EN ISO 683-3 with C 0.17–0.22%, Mn 1.10–1.40%, and Cr 0.80–1.10%. The manganese-chromium system achieves excellent hardenability without relying on expensive nickel additions, keeping material cost competitive.
Core tensile strength ranges from 1,000–1,300 MPa, with a Young's modulus of 210 GPa and density of 7,800 kg/m³. After carburizing, surface hardness reaches 600–700 HV (approximately HRC 58–62). Heat treatment follows a standard sequence: carburizing at 860–900°C, quenching at 830–870°C (oil or water), and tempering at 150–200°C.
This grade has become the primary material for European wind turbine gearboxes. Despite the low rotational speed of wind turbine gear stages (10–100 rpm), the extreme torque loads and 20-year-plus design life demand a carburizing steel with exceptional fatigue endurance. According to technical data from Ovako Steel Navigator, 20MnCr5's fine grain structure delivers outstanding fatigue life under high-torque, low-speed conditions.
The sulfur-modified variant 20MnCrS5 improves machinability for high-volume production without compromising carburizing response. The material number under DIN is 1.7147, and its closest equivalents are AISI 4120 (USA) and SCM420 (JIS, approximate).
SAE 4320 — Heavy-Duty and Aerospace Grade
SAE 4320 carries the highest nickel content of the six steels covered here: C 0.17–0.22%, Ni 1.65–2.00%, Cr 0.40–0.60%, Mo 0.20–0.30%. This composition produces a core that maintains HRC 40–45 after deep carburizing without becoming brittle — a property that no other grade in this comparison can match at similar case depths.
Annealed hardness is 163 HB, tensile strength 580 MPa, and yield strength 425 MPa. Typical applications include helicopter transmission gears, military tracked vehicle drivetrains, large industrial gearboxes operating under shock loads, and aerospace transmission components.
According to ASM International Alloy Digest records, adoption of SAE 4320 continues to grow in defense and aerospace sectors. The nickel premium (1.65–2.00% Ni) adds significant cost over manganese-chromium alternatives like 20MnCr5, but for applications where a single gear failure could be catastrophic, the material's shock absorption margin justifies the investment.
The DIN equivalent is 18CrNiMo7-6 (1.6587), and the JIS equivalent is SNCM420. Supply chain lead times for 4320 run longer than commodity grades, a factor that procurement teams must build into project timelines.
Comparison Table: Six Gear Steel Grades at a Glance
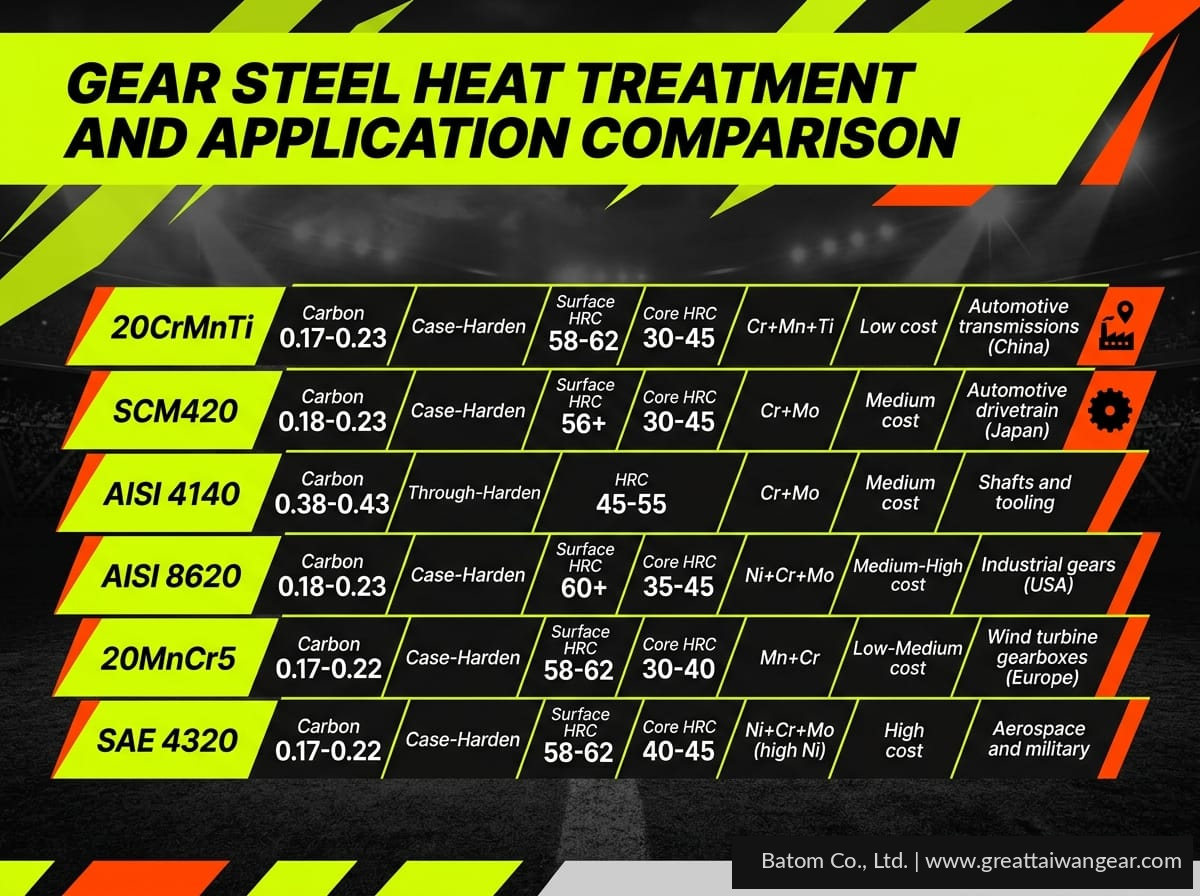
| Grade | Carbon (%) | Type | Surface HRC | Core HRC | Key Alloys | Cost Tier | Primary Application |
|---|---|---|---|---|---|---|---|
| 20CrMnTi | 0.17–0.23 | Case-Harden | 58–62 | 30–45 | Cr+Mn+Ti | Low–Medium | Auto transmissions |
| SCM420 | 0.18–0.23 | Case-Harden | 56+ | 30–40 | Cr+Mo | Medium | Auto drivetrains |
| AISI 4140 | 0.38–0.43 | Through-Harden | 45–55 (uniform) | 45–55 (uniform) | Cr+Mo | Medium | Shafts, bolts, tooling |
| AISI 8620 | 0.18–0.23 | Case-Harden | 60+ | 35–45 | Ni+Cr+Mo | Medium–High | Industrial gears |
| 20MnCr5 | 0.17–0.22 | Case-Harden | 58–62 | 30–40 | Mn+Cr | Low–Medium | Wind turbine gearboxes |
| SAE 4320 | 0.17–0.22 | Case-Harden | 58–62 | 40–45 | Ni+Cr+Mo | High | Aerospace, military |
Five Factors That Drive Gear Steel Selection
Choosing the right grade requires balancing five variables. Load type comes first: rolling contact fatigue on tooth flanks demands case hardening, while bending-dominated or torsional loads may tolerate through-hardening. Operating speed matters next — gears running above 5,000 rpm generate enough surface heat and dynamic stress to make carburizing essential, while low-speed, high-torque applications (wind turbines) still benefit from case hardening due to the sheer contact pressure involved.
Cost structure follows. Carburizing adds furnace time and masking labor, but the base alloy cost stays lower than through-hardening grades. The economic crossover typically favors carburizing for products designed to last 5–10 years or more. Distortion control is the fourth factor: carburized gears experience 0.05–0.2 mm of tooth profile distortion and may require compensation allowances or post-heat-treatment grinding. The final consideration is core toughness. Applications subject to shock or impact loading benefit from nickel-bearing grades like SAE 4320 or AISI 8620, while standard automotive and industrial gears perform well with 20CrMnTi or 20MnCr5.
Applicable Standards
Gear steel selection and acceptance involve several international standards. AGMA 923-B05 covers metallurgical specifications for steel gearing, including quality grades and inspection methods. ISO 6336-5 provides material factors for spur and helical gear load capacity calculations. EN 10084 defines technical delivery conditions for European case-hardening steels, and ASTM A29/A322 covers bar stock specifications for American grades including 4140, 8620, and 4320.
References
- ASM International — Alloy Steel Technical Reference
- ISO 6336-5 — Calculation of Load Capacity of Spur and Helical Gears
- SAE International — Automotive Steel Standards
- Ovako Steel Navigator — 20MnCr5 Technical Data
- AGMA — American Gear Manufacturers Association
Author: Batom Co., Ltd. — Marketing Department
With over three decades in precision gear manufacturing, Batom has hands-on production and quality verification records for all six steel grades covered in this guide. From prototype development through volume production, the company's engineering team matches material selection to each customer's load profile, precision requirements, and budget constraints.
Ready to discuss which gear steel fits your application? Schedule a consultation with Batom's engineering team to review your specifications and explore tailored material solutions.
Frequently Asked Questions
Q: What is the best steel for automotive gears? A: 20CrMnTi and SCM420 are the most widely used steels for automotive transmission gears. Both are case-hardening grades that achieve HRC 58–62 surface hardness after carburizing, with tough cores at HRC 30–45. 20CrMnTi dominates the Asian market due to lower alloy cost, while SCM420 is preferred in Japan and global markets for its molybdenum-enhanced hardenability.
Q: What is the difference between case hardening and through-hardening gear steel? A: Case-hardening steels (like 20CrMnTi, 8620, 20MnCr5) have low carbon content (0.17–0.23%) and gain surface hardness through carburizing, creating a hard outer layer over a tough core. Through-hardening steels (like AISI 4140) have higher carbon (0.38–0.43%) and achieve uniform hardness throughout. Case-hardened gears offer 30–50% higher contact fatigue strength per ISO 6336-5.
Q: Which gear steel is used in wind turbines? A: 20MnCr5 (DIN 1.7147) is the primary material for European wind turbine gearboxes. Its manganese-chromium composition provides excellent fatigue endurance under high-torque, low-speed conditions, with core tensile strength of 1,000–1,300 MPa and carburized surface hardness of HRC 58–62.
Q: Why is SAE 4320 more expensive than other gear steels? A: SAE 4320 contains 1.65–2.00% nickel, the highest nickel content among common gear steels. Nickel prices are volatile and significantly higher than manganese or chromium. The trade-off is exceptional core toughness — SAE 4320 maintains HRC 40–45 core hardness after deep carburizing without embrittlement, making it essential for aerospace and military applications where failure is not an option.
Q: What hardness should gear teeth have after heat treatment? A: Carburized gear teeth typically achieve HRC 58–62 on the surface with a case depth of 0.6–2.0 mm, depending on gear module and load. Core hardness ranges from HRC 30–45. Through-hardened gears reach HRC 45–55 uniformly. The target depends on contact stress, speed, and service life — higher surface hardness extends rolling contact fatigue life but requires careful distortion management.