
Low MOQ Gear Manufacturing: How to Order Prototype & Small Batch Gears (2026)
For most product development teams, the first barrier to gear procurement is not the technical specification — it is the minimum order quantity. Traditional gear manufacturers typically require 500-piece minimums, which makes prototype validation and pilot production financially painful. The 2026 reality is different: Many gear manufacturers now accept orders below 50 pieces, and Taiwan-based suppliers are leading this flexibility trend.
This guide breaks down the practical engineering and procurement considerations for ordering prototype and small-batch gears — from process selection and cost structures to quality standards and the specification details you need to finalize before requesting a quote.
What Counts as "Low MOQ"? Volume Tiers and Their Economics
Gear manufacturing MOQ is not a single number. It shifts with process type, material complexity, and precision grade. Here are the 2026 industry benchmarks:
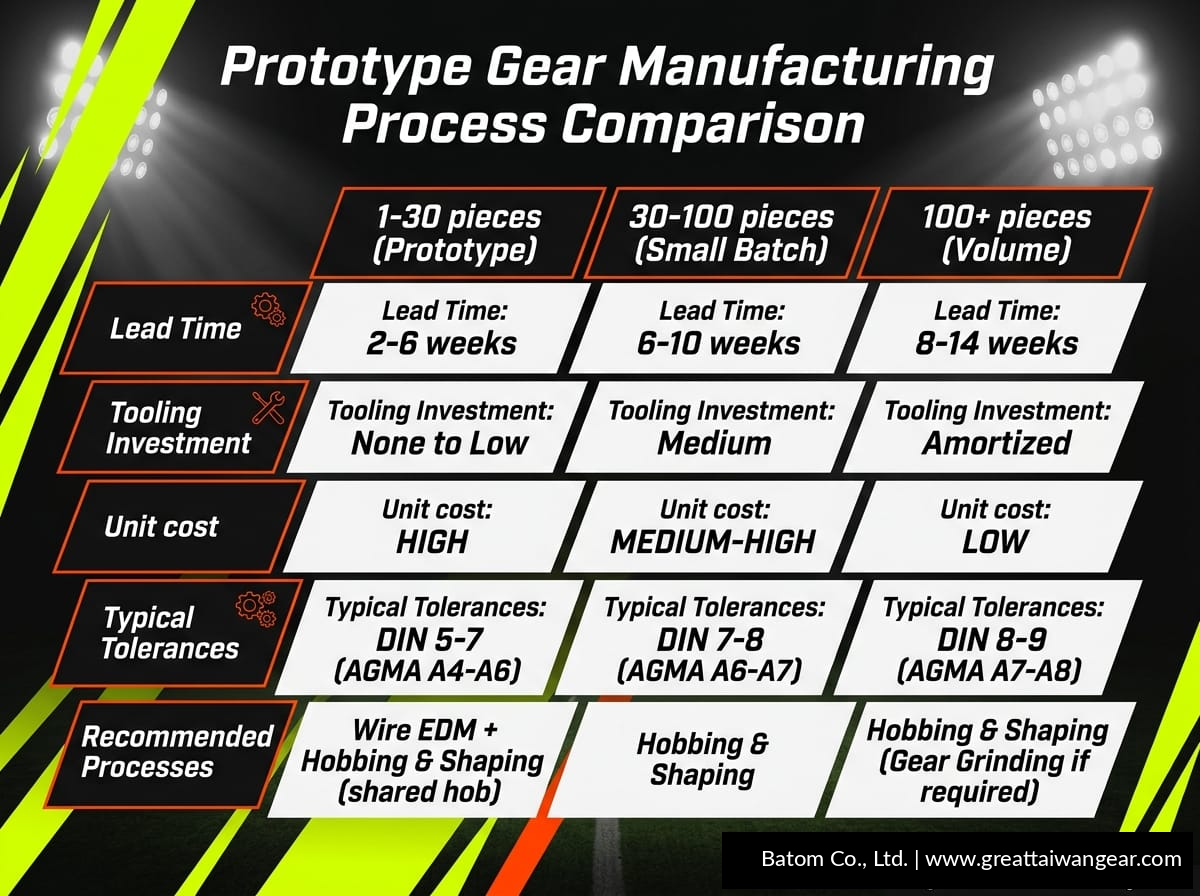
Prototype runs (1–50 pieces) typically cost USD 150–500 per unit with 6-12 week lead times. These are design validation and functional test quantities. Small-batch production (50–500 pieces) drops to USD 30–150 per unit over 8-14 weeks, common for pilot production or limited-release products. Standard production runs (500–1,000 units) reach USD 15–50 per unit as tooling amortization kicks in. High-volume runs above 1,000 pieces push per-unit costs to USD 5–25.
The factors that determine MOQ negotiation room include gear type (standard involute spur gears are easiest; spiral bevel and worm gears carry higher minimums), material availability, and whether heat treatment is required. Standard-module spur gears consistently offer the lowest MOQ threshold across manufacturers.
Three Core Processes for Prototype Gears
Process selection directly determines cost, precision, and delivery time for prototype gears. The three dominant paths in 2026 each serve different volume and accuracy requirements.
Wire EDM (Electrical Discharge Machining) is the true "one-piece minimum" process. It requires no dedicated tooling, achieves ±0.003–0.010 mm accuracy, and costs USD 500–800 for a single gear. Wire EDM excels with pre-hardened materials and complex tooth profiles where conventional cutting would struggle. The trade-off is speed — each gear takes 1–4 hours — so economics deteriorate rapidly above 20 pieces.
CNC Hobbing is the workhorse for medium-volume production. Accuracy reaches DIN 7–9 (AGMA A6–A8) with 30–60 minutes per gear, considerably faster than Wire EDM. The catch is tooling: a custom tooling costs USD 3,000–12,000 and must be amortized across the batch. The break-even point between Wire EDM and hobbing falls at approximately 40–80 pieces. Below that threshold, Wire EDM wins on total cost; above it, hobbing's per-unit advantage compounds quickly.
CNC Shaping reaches the same precision as CNC hobbing — DIN 8–9 (AGMA A7–A8) — but cuts cycle time substantially, with each gear running approximately 5–30 minutes. Tooling costs sit in the same range as hobbing at USD 3,000–12,000 per setup, so the break-even economics work similarly: shaping rewards medium-volume runs once tooling amortization takes effect. Shaping also reaches internal gears, ring gears, and tight-shoulder geometries that hobbing cannot, making it the preferred process for cluster gears and stepped-shaft assemblies.
Small-Batch Cost Structure: Where the Money Goes
Understanding cost structure enables smarter procurement decisions. Consider a module-2, 40-tooth spur gear as a reference point.
A single prototype via Wire EDM totals approximately USD 350 — pure machining cost with no tooling investment. The same specification in a 50-piece batch via CNC hobbing costs USD 4,000 for tooling plus USD 30-80 per piece machining, yielding a per-unit cost of approximately USD 110-160. At 100 pieces, per-unit cost drops to roughly USD 70 as the tooling amortization spreads further.
Heat treatment is a frequently overlooked cost component. Carburizing typically adds USD 5–15 per piece and 1–2 weeks of lead time. If the prototype serves only geometry and assembly verification rather than strength testing, deferring heat treatment saves both money and schedule.
Surface finishing (gear grinding, honing) represents another cost inflection point. Upgrading from DIN 9 (AGMA A8) to DIN 8 (AGMA A7) adds 20–30% to cost. Moving to DIN 7 (AGMA A6) adds 40–80%. For prototype-phase work, DIN 8–9 (AGMA A7–A8) is generally sufficient. Reserve higher precision grades for production-intent validation after the design is functionally confirmed.
Material Selection: Standard Through Aerospace Grade
Prototype gear material selection requires balancing representativeness against cost and lead time.
AISI 1045 carbon steel offers the fastest machining and lowest cost — ideal for pure geometry and fit-check prototypes. AISI 8620 alloy steel is the default choice for production-intent prototypes. Its carburizing response is excellent, tensile strength reaches 900–1,100 MPa, and it accurately represents production-grade mechanical performance.
High-load applications may require AISI 4140 with tensile strength of 1,000–1,200 MPa. Aerospace programs often specify AISI 9310 or Pyrowear 53, though material procurement lead times and costs increase significantly for these grades.
Stainless steel (316 grade) serves corrosion-resistant applications but carries higher machining difficulty. Engineering plastics (POM, nylon) work for low-load, low-noise applications, though tooth contact strength is substantially lower than metal alternatives.
Specification Communication: The Pre-Quote Checklist
Incomplete specification communication is the single largest cause of prototype gear delays and quote revisions. A complete RFQ package should contain the following:
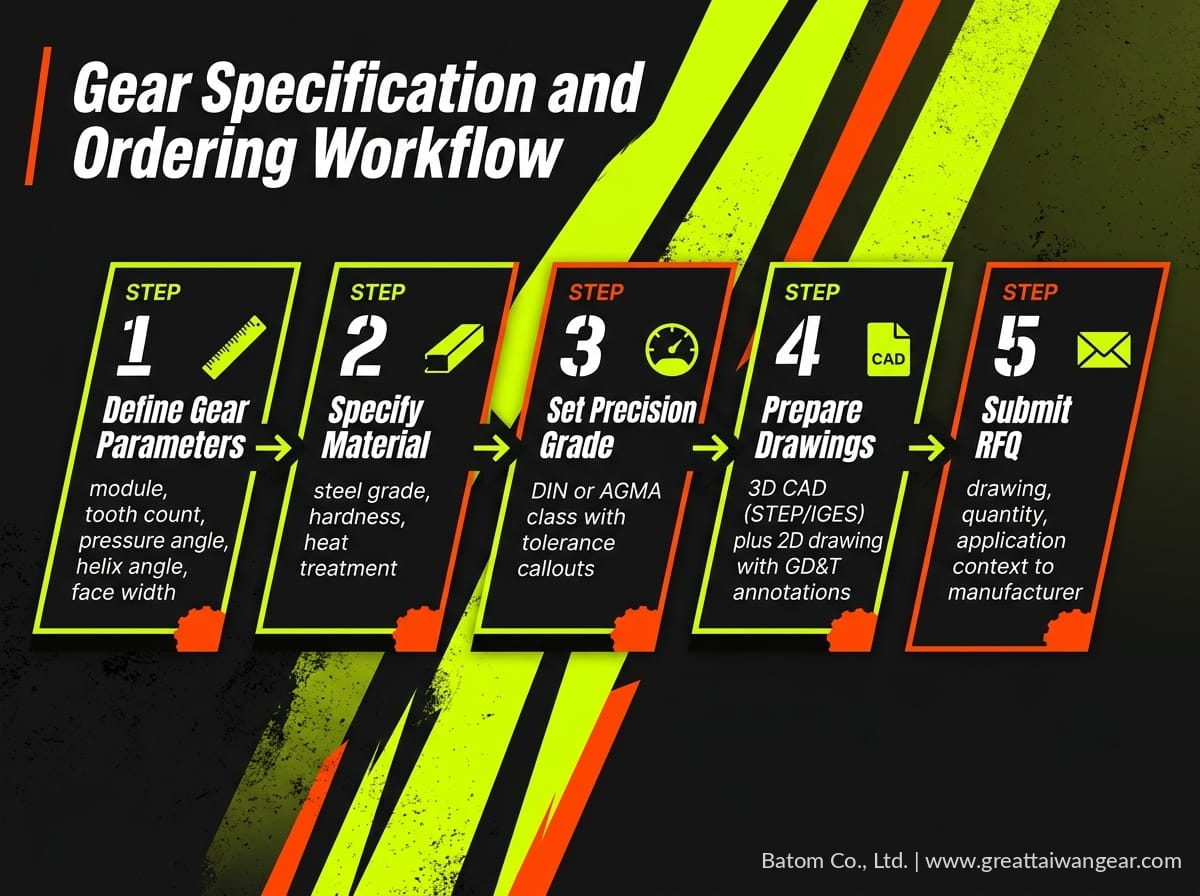
Core gear parameters — module (or diametral pitch), number of teeth, pressure angle, helix angle, face width, and datum feature design. Material specification — steel grade, hardness requirements (both surface and core), and heat treatment specification. Precision grade — DIN or AGMA class, with specific tolerance callouts for tooth profile error and pitch error.
For drawing format, the standard package is a 3D CAD model (STEP or IGES format) combined with a 2D engineering drawing including GD&T annotations. Submitting only sketches or verbal descriptions multiplies communication overhead dramatically. Concentricity, radial runout, and tooth profile tolerances must be explicitly dimensioned — they directly influence process selection and pricing.
Common Procurement Mistakes and How to Avoid Them
Over-specifying precision grade is the most expensive mistake in prototype gear procurement. Many engineers default to DIN 6–7 (AGMA A5–A6) at the prototype stage when DIN 8–9 (AGMA A7–A8) would fully validate the design. Each grade step costs 20–80% more and extends lead time.
Incomplete specification documents carry hidden costs as well. Missing material hardness requirements or surface finish callouts typically cause 1–3 weeks of clarification delay and 30–50% quote adjustments. Using a standardized gear specification template ensures all critical information reaches the manufacturer on the first inquiry.
Ignoring production-process compatibility is a subtler issue. If a prototype machined via Wire EDM uses a tooth profile that cannot be replicated by hobbing, the transition to volume production creates problems. Discussing production-process compatibility with the manufacturer during the prototype phase prevents costly redesigns later.
How to Evaluate a Low-MOQ Gear Manufacturer
MOQ flexibility is only the entry qualification. The more critical evaluation criteria include equipment capability (does the manufacturer offer both Wire EDM and CNC hobbing?), quality system certification (ISO 9001 minimum; AS9100 for aerospace applications), technical consulting ability (can they proactively suggest process optimization?), and delivery consistency.
Taiwan-based manufacturers hold a natural advantage in low-MOQ flexibility. Smaller facility structures enable more responsive scheduling, and most offer the complete process chain from prototype through volume production under one roof. Combined with competitive cost structures (10–30% lower than Western counterparts), this explains why many international OEMs source precision gears from Taiwan.
To request a quote from Batom, submit your gear specification drawing and quantity requirement. Detailed pricing with recommended process is typically returned within a week.
Frequently Asked Questions
What is the typical minimum order quantity for prototype gears? Most capable gear manufacturers now accept single-piece orders for prototype work. Wire EDM enables true one-off production at USD 500–800 per gear. For CNC hobbing, the practical minimum is 20–50 pieces due to tooling amortization. The industry has shifted significantly — as of 2026, many manufacturers offer sub-50-piece MOQs.
How long does it take to get prototype gears manufactured? Lead times vary by process and complexity. Wire EDM prototypes typically deliver in 2–8 weeks. CNC hobbed small batches (25+ pieces) take 6–12 weeks including tooling fabrication and heat treatment.
Which manufacturing process is most cost-effective for small gear batches? The break-even between Wire EDM and CNC hobbing falls at approximately 40–80 pieces. Below 30 pieces, Wire EDM almost always wins on total cost because it requires no tooling investment. Between 30–70 pieces, both methods may be viable depending on gear complexity. Above 70 pieces, CNC hobbing delivers clear per-unit cost advantages as tooling costs amortize.
What quality grade should I specify for prototype gears? DIN 8–9 (AGMA A7–A8) is recommended for most prototype applications. DIN 8 (AGMA A7) provides sufficient accuracy for design validation at the lowest cost. DIN 7 (AGMA A6) adds a moderate premium (30–50%) and suits functional testing. Reserve DIN 6 (AGMA A5) and higher for production-intent prototypes requiring full mechanical performance verification. Over-specifying quality grade is the most common cost escalation mistake in prototype procurement.
What information do I need to provide when requesting a prototype gear quote? A complete RFQ requires: module/pitch and tooth count, pressure angle and helix angle, face width and bore dimensions, material grade and hardness specification, quality grade (DIN or AGMA), and quantity. Provide a 3D CAD model (STEP/IGES) plus a 2D drawing with GD&T annotations. Including application context (load, speed, environment) helps the manufacturer recommend optimal process routing and material selection.
Written by the Batom Co., Ltd. engineering team. Batom has specialized in precision gear manufacturing since 1981, offering complete solutions from single-piece prototypes to high-volume production.