
Gears for Medical Devices: Precision Standards, FDA/ISO Compliance & Material Selection
Gears in medical devices represent far more than simple mechanical power transmission components—they are critical elements that directly influence patient safety and surgical outcomes. Whether powering surgical robots through intricate incisions, driving diagnostic imaging systems with precision, enabling drug delivery with controlled accuracy, or providing the torque for orthopedic power tools, every application demands exceptional gear precision, reliability, and carefully selected materials. This comprehensive guide explores the precision standards, regulatory compliance pathways, advanced material selection criteria, and Batom's proven solutions for medical device gears.
Precision Standards for Medical Device Gears
Medical device applications demand gear precision far exceeding that of general industrial equipment. Per ISO 1328 (the international standard for cylindrical gear accuracy), gears for medical devices typically target Grade 5–6. All tolerance values in this guide are stated in metric units (μm, mm, °C, bar, kPa) for consistency, since most medical device design files and biocompatibility regulations use SI units.
ISO 1328 Precision Grade System
ISO 1328 defines 12 precision grades (0-11) for gears, with medical applications focusing on the tightest specifications:
Grade 5 Precision
- Reserved for the most demanding medical applications
- Surgical robots for minimally invasive procedures
- Ophthalmic surgical instruments
- Sub-micron positioning systems
- Achieves ultra-tight tolerances (e.g., single-digit micrometers for total profile deviation, dynamically scaling with module and reference diameter)
Grade 6 Precision
- Standard for most medical devices
- Diagnostic imaging equipment
- Drug delivery and infusion systems
- Orthopedic power tools
- Tight tolerances suited to typical medical-device working ranges (specific micrometer targets scale with gear module, diameter, and ISO 1328 grade)
Key Precision Parameters
These grades encompass strict control of several critical parameters:
- Profile Deviation (Ffα): Controls the geometric accuracy of tooth flanks, preventing premature wear and ensuring smooth torque transmission
- Cumulative Pitch Error (Fα): Ensures smooth, consistent engagement across all tooth meshings
- Radial Runout (Fr): Maintains precise centerline alignment, critical for concentric motion in surgical applications
- Helix Deviation (Fβ): Optimizes contact quality across the gear face width
Cross-Standard Equivalence (ISO ↔ DIN ↔ AGMA)
ISO 1328 grades, the older DIN 3962 series, and AGMA quality numbers are roughly comparable rather than 1:1 identical — each standard defines tolerance bands slightly differently. As a working approximation:
- ISO 1328 Grade 5–6 is broadly aligned with the older DIN 4–7 range used historically in European drawings.
- DIN 6–7 (Q10–Q11 in older AGMA nomenclature / 'A5–A6' in newer AGMA 2015-1) is the most common medical-device working range.
- For any safety-critical gear, the controlling standard should be specified explicitly on the drawing (preferably ISO 1328 in metric units), and not assumed to map cleanly to a different standard's grade.
Batom's precision manufacturing processes are qualified against ISO 1328 with optional cross-reference to AGMA grades when North-American customers require it.
FDA Regulatory Pathways and Compliance
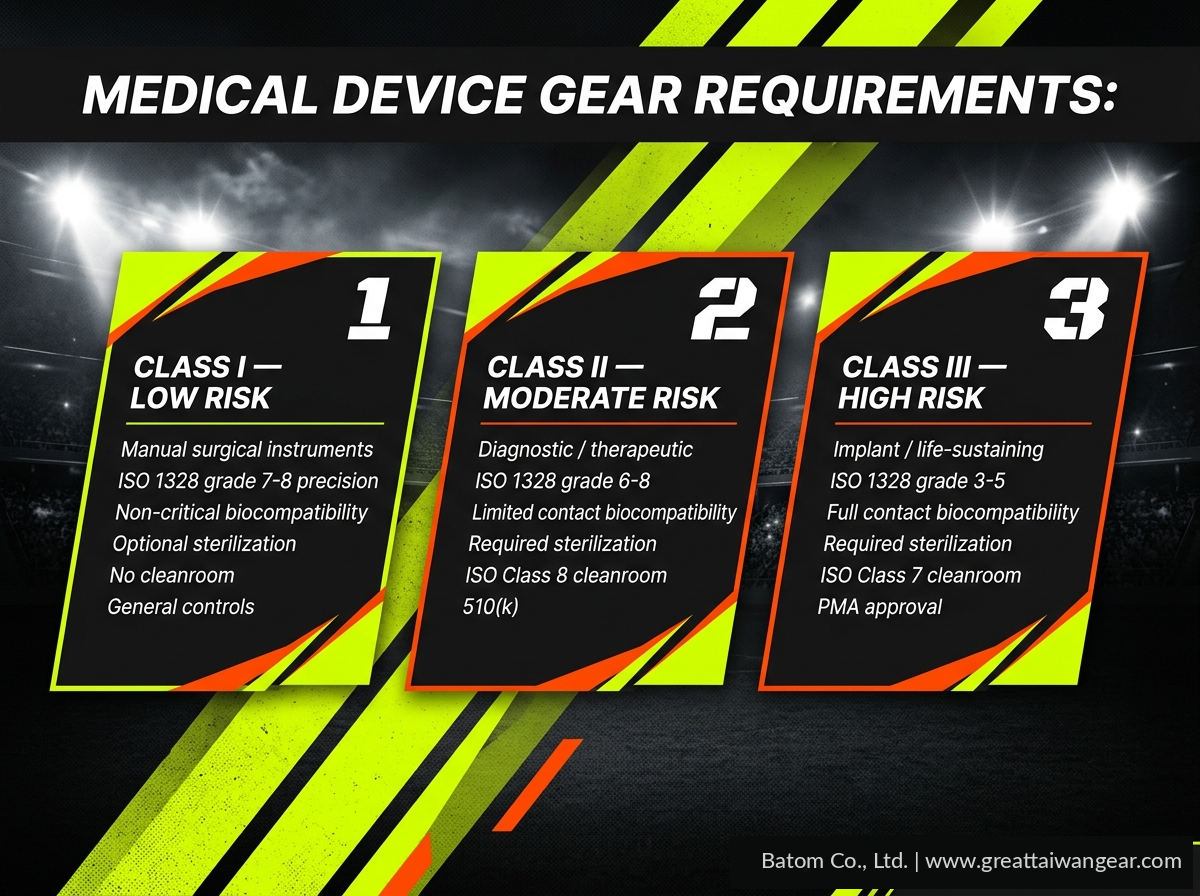
Successfully bringing medical devices to market in the United States requires FDA clearance or approval. The FDA regulates the finished medical device, not the gear in isolation — the regulatory pathway depends on the device risk class (Class I, II, or III in FDA terminology) assigned to the finished product, with gear-related design controls flowing down from there. The gear supplier supports the device manufacturer's submission with material certificates, biocompatibility data, and process records, but no FDA classification is ever issued for a gear on its own.
FDA Classification and Pathway Selection
510(k) Premarket Notification
The 510(k) pathway is appropriate for moderate-risk medical devices (the device is assigned to FDA's Class II device-risk category):
- Requires demonstration of substantial equivalence to already-cleared predicate devices
- Commonly used for diagnostic imaging systems, infusion pumps, and non-invasive surgical instruments
- Typical review cycle: 3-6 months
- Submission typically includes design specifications, manufacturing processes, and biocompatibility summaries
- Gear suppliers must provide material certificates, test reports, and process capability studies
Real-world example: An automated surgical imaging system using 6-10 precision gears for camera positioning and focus adjustment would likely follow the 510(k) pathway if a similar device already exists on the market.
PMA (Premarket Approval) Pathway
PMA is required for the highest-risk medical devices (the device is assigned to FDA's Class III device-risk category):
- Includes implantable devices, devices supporting or sustaining human life
- Includes cardiac pacemakers, spinal fusion implants, robotic surgical systems
- Requires extensive clinical trial data and safety/efficacy evidence
- Review timeline: Often 12-24 months or longer
- Gear suppliers must participate in clinical device history record (DHR) and have full traceability documentation
Design Controls and Quality System Requirements
FDA mandates implementation of comprehensive design control processes throughout the device lifecycle:
- Design Planning: Define design goals, risk analysis, regulatory requirements
- Design Input: Document user needs, intended use, environmental conditions, performance specifications
- Design Output: Translate inputs into technical specifications, including detailed CAD models and gear design calculations
- Design Verification: Confirm design outputs meet design inputs through testing and analysis
- Design Validation: Ensure the final product fulfills user needs and intended use
- Design Changes: Manage and document all modifications throughout the product lifecycle
Gear suppliers are integral partners in this process, providing material certifications (Mill Test Reports), process capability data (Cpk studies), and complete traceability records.
ISO 13485: Medical Device Quality Management Systems
ISO 13485 represents the gold standard for medical device manufacturing globally, encompassing design, production, distribution, and post-market surveillance.
Core Requirements and Implementation
Documentation and Record Management
- Comprehensive documentation of all process parameters and equipment settings
- Material specifications and receiving standards
- Inspection protocols and acceptance criteria
- Complete batch records with inspection results
- Customer complaint handling and corrective action tracking
Supply Chain and Material Control
- Supplier evaluation and periodic re-assessment
- Material specifications and analysis requirements
- Certificates of Analysis (CoA) or Material Test Reports (MTR) for each batch
- Incoming inspection and acceptance procedures
- First article inspection (FAI) for new materials or suppliers
Manufacturing Process Control
- Documented manufacturing procedures (DMPs) for each process step
- Environmental controls (cleanroom classifications, controlled conditions)
- Process capability indices: Cpk ≥ 1.33 (or Cpk ≥ 1.67 for critical characteristics)
- Statistical Process Control (SPC) with control charts
- Tool management and wear monitoring
- In-process inspection and testing
Measurement and Equipment Management
- Calibration of all measurement equipment (CMMs, micrometers, gauges)
- Calibration intervals and procedures documented
- Environmental controls for precision measurement (temperature, humidity)
- Competency certification for inspectors and operators
- Uncertainty of measurement analysis
Traceability and Batch Management
- Unique batch/lot numbering systems
- Complete material traceability from raw material supplier to finished product
- Customer shipment records and batch disposition
- Quarantine and rework procedures
- Nonconforming product handling and disposition
Risk Management (ISO 14971)
Risk management for medical-device gears flows down from ISO 14971 (Application of Risk Management to Medical Devices), which is the harmonized standard referenced by both ISO 13485 and FDA design controls. The supplier's contribution typically covers:
- Process Failure Mode and Effects Analysis (PFMEA) for each critical manufacturing step
- Design FMEA (DFMEA) participation for gear-related failure modes (tooth fracture, surface fatigue, contamination, dimensional drift)
- Risk evaluation tied to the device manufacturer's ISO 14971 risk file — including severity, occurrence, detectability, and risk-control effectiveness
- Post-market surveillance feedback loops (field complaints → root-cause investigation → CAPA)
- Corrective Action and Preventive Action (CAPA) system aligned with ISO 13485 §8 and ISO 14971 §10
Batom supplies precision components to the medical device supply chain through customer-defined specifications, robust traceability, and ISO 9001 / IATF 16949-based process discipline, while supporting customer requirements for ISO 13485 and FDA design controls.
Material Selection for Medical Device Gears
Material selection is foundational to medical device gear design, requiring careful balance among mechanical properties, biocompatibility, corrosion resistance, sterilization compatibility, and machinability.
Detailed Material Analysis
316L Stainless Steel
Composition and Properties:
- Iron (balance), Chromium 16-18%, Nickel 10-14%, Molybdenum 2-3%, Low Carbon (<0.03%)
- Yield strength: 170 MPa minimum
- Tensile strength: 485 MPa minimum
- Hardness: 217 HV maximum (annealed condition)
Advantages:
- Excellent corrosion resistance in physiological environments (blood, body fluids, saline solutions)
- Superior biocompatibility with proven long-term implant records
- Favorable machinability allowing complex gear geometries
- Cost-effective compared to titanium and cobalt-chrome
- Excellent fatigue resistance in aqueous environments
Medical Applications:
- Infusion pumps and drug delivery systems
- Diagnostic imaging equipment
- Devices contacting body surfaces or tissues
- Endoscopic instruments
- Laboratory automated analyzers
Limitations:
- Tensile strength limited (~500 MPa), restricting use in high-load applications
- Potential for crevice corrosion in low-oxygen environments
- Nickel content consideration for nickel-sensitive patients (though 316L provides barrier effect)
Required Surface Treatment — Passivation:
- 316L gears for medical use must be passivated after machining to remove free iron and re-establish a uniform chromium-rich oxide layer.
- The controlling standard is ASTM A967 / A967M (Standard Specification for Chemical Passivation Treatments for Stainless Steel Parts) — including the citric-acid (CIT 1, CIT 2, CIT 3) and nitric-acid (Nitric 1–5) treatment categories, plus the post-treatment verification tests (water immersion, copper sulfate, high-humidity, salt spray, free iron).
- The CoC for medical-grade 316L gears should reference the specific ASTM A967 treatment used and the verification test passed.
Sterilization Compatibility:
- Autoclave (steam): 121°C, 15–30 minutes — fully compatible
- Ethylene oxide (EtO): Standard sterilization method — fully compatible
- Gamma irradiation: Up to 25 kGy — compatible with minimal property changes
- Low-temperature hydrogen peroxide plasma: Suitable alternative
Titanium Alloy (Ti-6Al-4V)
Composition and Properties:
- Titanium (balance), Aluminum 6%, Vanadium 4%
- Yield strength: 880 MPa (annealed)
- Tensile strength: 930 MPa (annealed)
- Hardness: 360 HV typical
- Density: 4.43 g/cm³ (approximately 45% lighter than steel)
- Elastic modulus: 103 GPa (much closer to bone than steel)
Advantages:
- Superior strength-to-weight ratio enabling lighter surgical instruments
- Outstanding biocompatibility—oxide layer (TiO₂) forms protective barrier
- Non-allergenic—no nickel, chrome, or cobalt release
- Exceptional corrosion resistance in physiological fluids
- Lower elastic modulus than steel—reduces stress shielding in orthopedic implants
- Excellent fatigue strength, particularly relevant for cyclical loading
Medical Applications:
- Orthopedic implants and power tools (hip prostheses, knee systems, spinal fixation)
- Premium surgical robots requiring lightweight, high-strength components
- High-precision diagnostic instruments
- Cardiac devices and neurosurgical tools
- Long-term implantable devices with minimal foreign body response
Challenges and Considerations:
- High machining difficulty: Titanium work-hardens rapidly, requires specialized cutting tools and techniques
- Extended manufacturing lead times (2-3x longer than steel)
- Premium material cost (3-5x more expensive than 316L stainless steel)
- Requires specialized heat treatment: Beta-annealing, solution treatment, and aging
- Chip disposal and recycling requirements add manufacturing costs
PEEK (Polyetheretherketone)
Composition and Properties:
- Semi-crystalline thermoplastic polymer
- Tensile strength: 90-110 MPa
- Flexural strength: 140-170 MPa
- Glass transition temperature: 143°C
- Density: 1.32 g/cm³ (lightweight compared to metals)
- Elastic modulus: 3.6 GPa (significantly lower than metals)
Advantages:
- Non-metallic composition eliminates metallic debris and ion release
- Inherent damping properties reduce noise and vibration (typical for engineering polymers, beneficial for patient comfort)
- MRI-compatible — no magnetic interference, suitable for MRI-guided procedures
- Exceptional chemical resistance to medications, disinfectants, and sterilizing agents
- Implant-grade PEEK formulations (e.g., Invibio PEEK-OPTIMA) are typically supplied with ISO 10993 biological-evaluation data and USP Class VI biocompatibility classification, supporting use in long-term implant contact when the device manufacturer's biological-evaluation file demonstrates suitability for the specific application
- Radiolucent — invisible on X-ray, allowing clear imaging
- Lower manufacturing costs compared to titanium
Medical Applications:
- Low-noise diagnostic equipment (ultrasound, some imaging systems)
- Devices used in MRI environments
- Drug delivery systems with enhanced biocompatibility
- Components in implantable devices (spinal cages, joint replacements)
- Orthopedic and neurosurgical instruments
Limitations and Considerations:
- Mechanical strength significantly lower than metals—unsuitable for high-load applications
- Creep at elevated temperatures (dimensional changes at body temperature over extended periods)
- Wear resistance lower than metal gears in high-speed applications
- Long-term in vivo performance still being evaluated for some applications
- Moisture absorption can affect dimensional stability (moisture conditioning required)
Sterilization Compatibility:
- Autoclave: excellent resistance to repeated steam sterilization at 121–134°C, supporting repeated autoclave cycles with minimal property degradation
- Ethylene oxide: suitable — standard method for many PEEK devices
- Gamma irradiation: PEEK is generally compatible with standard gamma sterilization workflows, making it suitable for many radiation-sterilized medical applications
Cobalt-Chromium Alloy (Co-Cr)
Composition and Properties:
- ASTM F75 cast alloy: Cobalt (balance), Chromium 27-30%, Molybdenum 5-7%, Iron <0.75%
- ASTM F1537 wrought alloy: Cobalt (balance), Chromium 19-21%, Tungsten 14-16%, Nickel <0.1%
- Ultimate tensile strength: 600-900 MPa (alloy-dependent)
- Hardness: 450-550 HV (significantly harder than 316L stainless steel)
- Elastic modulus: 230 GPa (similar to steel)
Advantages:
- Exceptional hardness and wear resistance—ideal for high-friction articulating surfaces
- Outstanding corrosion resistance in physiological fluids
- Excellent biocompatibility with minimal inflammatory response
- Superior fatigue strength for cyclical loading applications
- High yield strength supporting high-load applications
Medical Applications:
- Heavily loaded orthopedic implants (hip prostheses, knee joints)
- Power tools requiring sustained high torque (bone cutting, drilling)
- High-load spinal implants and prosthetics
- Wear-resistant surgical instruments
- Prosthetic heart valves and cardiac devices
Disadvantages:
- Very high material cost (5-8x more than 316L stainless steel)
- Extreme machining difficulty—requires specialized equipment and expertise
- Extended manufacturing timelines (3-4 weeks typical)
- Lower machinability can result in tool breakage and increased scrap rates
- Expensive quality control due to hardness and density
- Potential for metallosis or cobalt toxicity if wear particles are generated under high-friction conditions
Cleanliness and Sterilization Requirements
Medical device gears must meet stringent cleanliness standards and be sterilization-compatible without property degradation.
Component Wash Fluid Cleanliness (ISO 4406)
ISO 4406 codes describe particulate contamination in fluids using three numbers representing particle counts:
- Format: 18/16/13 means (≥4μm particles: ≤2500), (≥6μm: ≤640), (≥14μm: ≤80)
Medical Device Gears Cleanliness Requirements:
- Target: ≤16/14/11 for most medical applications
- Ultra-clean applications (implantable devices): ≤14/12/09
- Achieved through precision filtration and controlled manufacturing
Surface Treatment and Preparation
- Passivation:
- Immersion in citric or nitric acid to remove iron contamination
- Critical for stainless steel gears to establish a Cr₂O₃ (chromium oxide) protective layer
- Duration: 6–20 hours depending on method
- Cleaning:
- Ultrasonic cleaning in deionized water
- Organic solvent cleaning (isopropyl alcohol)
- Removes machining debris, oils, and residues
- Drying:
- Low-temperature drying to prevent reoxidation
- Vacuum drying for critical applications
Sterilization Compatibility
Steam Sterilization (Autoclave)
- Temperature: 121°C for 15–30 minutes at approximately 1 bar (~103 kPa) gauge
- Suitable for: 316L stainless steel, titanium alloys, PEEK
- Limitations: Not suitable for polymers with low melting points
- Validation: Biological and chemical indicators required
Ethylene Oxide (EtO) Sterilization
- Temperature: 37-63°C, 12-24 hour cycles
- Suitable for: All medical-grade gear materials
- Advantages: Low temperature preserves polymer properties
- Residual EtO removal: Aeration period required; duration depends on material composition, porosity, device geometry, and aeration temperature
Gamma Irradiation
- Dose: 15-25 kGy typical
- Suitable for: 316L stainless steel, titanium, cobalt-chrome
- Limitations: PEEK limited to 25-35 kGy; some polymers degrade
- Advantage: No residue or aeration required
Biocompatibility Assessment (ISO 10993 Series)
For gears contacting or potentially contacting biological tissues, comprehensive biocompatibility evaluation per ISO 10993 is mandatory.
ISO 10993 Testing Matrix
Level 1: Basic Biocompatibility Testing
- Cytotoxicity (ISO 10993-5)
- Assesses material extract toxicity on cultured cell lines
- Protocol: extract material in appropriate media for defined duration
- Endpoints: cell viability, morphology, growth inhibition
- Pass criterion: ≥75% cell viability in treated vs. control groups
- Sensitization Testing (ISO 10993-10)
- Guinea pig or mouse sensitization models
- Evaluates hypersensitivity reaction potential
- Important for materials containing nickel or other potential allergens
- 316L stainless steel requires specific nickel release testing
- Irritation Testing (ISO 10993-23)
- Rabbit skin irritation: assessment of dermal reaction severity
- Rabbit eye irritation: ocular tolerance evaluation
- Scoring: Draize scoring system (0–8 scale for various parameters)
Level 2: Systemic Toxicity Testing
- Acute Systemic Toxicity (ISO 10993-11)
- Intravenous injection of material extract in small animals
- Endpoints: mortality, clinical signs, weight changes, necropsy findings
- Dose-response relationship established
- Animal model: mouse or rabbit
- Sub-Acute / Sub-Chronic Toxicity (ISO 10993-11)
- Prolonged exposure (28–90 days) to material extracts
- Relevant for device components with sustained tissue contact
- Parameters: organ toxicity, functional changes, pathological findings
- Route: oral, parenteral, or inhalation depending on clinical context
Level 3: Genetic and Reproductive Toxicity
- Genotoxicity (ISO 10993-3)
- Bacterial reverse mutation assay (Ames test)
- Mammalian cell micronucleus test
- Assesses potential for genetic damage
- Reproductive Toxicity
- Reserved for devices with significant systemic exposure
- Developmental and reproductive toxicity studies in animals
Level 4: Implantation Studies
- Implantation Reaction (ISO 10993-6)
- Direct implantation of material samples in animals (typically muscle or bone)
- Duration: 4–6 weeks for acute response, 12+ weeks for chronic response
- Histopathological examination assessing inflammation, fibrosis, necrosis
- Critical for orthopedic gears and implantable device components
- Tissue response scoring: irritation index 0–4 scale
Biocompatibility Documentation
Batom partners with ISO 17025-accredited testing laboratories to generate complete biocompatibility documentation packages, including:
- Certificate of Biocompatibility
- Detailed test reports with raw data
- Literature search for material history
- Risk assessment and justification for testing exclusions
Medical Device Gear Applications
Surgical Robots and Minimally Invasive Instruments
Surgical Robot Platforms (Industry Trends)
Leading surgical robots demand high gear precision — typically ISO 1328 Grade 5–6 with multi-stage gear reduction systems. Reported targets are application-dependent and vary by system; representative specifications described in the literature include:
- End-effector repeatability: typically sub-millimeter at the surgical site, depending on system architecture and operating envelope
- Transmission backlash: typically below 1° at the actuator, application-dependent
- Smoothness: torque ripple low enough to preserve haptic feedback to the surgeon
Surgical robot joints typically rely on specialized low-backlash transmission solutions, such as precision planetary stages, strain-wave gears, cable-driven mechanisms, or other custom zero-backlash architectures, depending on torque density, sterilization requirements, and control strategy.
For Batom, the key opportunity is not to replace the full robotic joint architecture, but to supply precision components for the input stages, gear sets, and custom low-backlash subassemblies that support these systems.
Typical material selection in these subassemblies: titanium alloy or PEEK paired with hardened-steel pinions, sized to withstand sustained robotic-arm motion profiles.
Diagnostic Imaging Equipment
Computed Tomography (CT) Scanners
- Gantry rotation gear systems: typically 1–2 rotations per second, application-dependent
- Precision requirement: typically ISO 1328 Grade 6, with cleanliness in the ISO 4406 16/14/11 range
- Patient-room noise targets are application-dependent; manufacturers commonly target operating-room–compatible levels
- PEEK gears are often preferred for damping properties that help reduce vibration artifacts
Magnetic Resonance Imaging (MRI)
- Must use non-ferromagnetic materials (PEEK, composite resins, titanium)
- Gantry positioning and table motion systems
- Absolutely no metallic particles that could become projectiles in 1.5-3 Tesla fields
Ultrasound Systems
- Transducer positioning mechanisms
- Precision: Grade 6, PEEK or composite materials
- Sterilization: Full autoclavability required for sterile field contact
Drug Delivery and Infusion Systems
Programmable Infusion Pumps
Modern infusion pumps use stepper motor and gear reduction systems for precise flow rate control.
Typical design considerations:
- Flow rate accuracy: pump-level accuracy is typically specified by the device OEM and is application-dependent (figures in published specifications vary by pump and operating range)
- Gear ratio: typically 100:1 to 1000:1 for microliter-level metering, depending on motor and lead-screw selection
- Material: 316L stainless steel for biocompatibility with a range of medications
- Special consideration: some medications (saline, heparin, insulin) can be mildly corrosive over long-term contact
Insulin Pump Drives
- Basal-rate precision is set at the device level; gear-train design supports the OEM's accuracy specification rather than driving it
- Material biocompatibility verified with the specific medications and contact materials per ISO 10993 evaluation
- Mechanical life: typically multi-year service intervals, application-dependent
Chemotherapy Delivery Systems
- Dosing accuracy is critical for cancer drug delivery — the device-level accuracy figure is set by the OEM's clinical specification
- Material compatibility: must withstand aggressive chemotherapy agents
- 316L stainless steel with specialized coatings is a common choice
Orthopedic Power Tools
Surgical Drills and Saws
High-speed, high-torque orthopedic tools represent some of the most demanding gear applications.
Typical capability ranges (application-dependent — actual targets are set by the OEM clinical specification):
- Spindle speed: typically tens of thousands of RPM for drills, lower ranges for saws
- Torque: a few Nm for bone drilling and cutting, depending on bit and procedure
- Noise: typical operating-room-acceptable levels for surgeon and patient comfort
- Precision: typically ISO 1328 Grade 6, especially for coaxial alignment
Material selection:
- Gears: Titanium alloy (Ti-6Al-4V) for strength-to-weight ratio
- Drive shafts: Stainless steel or titanium to withstand vibration
- Alternative: Cobalt-chrome for heavy-duty cutting applications
High power-transmission efficiency is sought to minimize heat generation, which is clinically important in bone surgery for thermal-necrosis avoidance; the specific efficiency target is set by the device OEM.
Dental Handpieces
Electric Contra-Angle Handpieces (e.g., 1:5 Speed-Increasing)
Electric contra-angle handpieces require ultra-miniature, high-precision transmission components, often with tight control of backlash, surface finish, and wear resistance. Typical engineering considerations:
- Precision requirement: typically ISO 1328 Grade 6–7 with strict runout control on the speed-increasing stage
- Material: hardened stainless-steel gear sets paired with ceramic or precision bearings
- Sterilization: full autoclave compatibility essential
- Noise & tactile feel: patient-comfort levels for chairside dentistry, application-dependent
Electric Micromotor Handpieces
- Brushless DC motor with gear reduction
- Precision: typically ISO 1328 Grade 6 for smooth cutting
- Torque range: low-Nm class, depending on application and gear ratio
- Extended run time: full chairside daily-use cycle demands high reliability
Noise and Vibration Limits for Patient Comfort
Minimizing noise and vibration in medical devices significantly improves patient experience and outcomes.
Device-Specific Noise Targets (Typical / Application-Dependent)
Specific dB limits below should be treated as illustrative; actual targets are set by the device OEM based on clinical environment, regulatory submission, and human-factors testing.
Soft Tissue Surgery Equipment
- Typical target: low operating-room noise levels, achievable with high-precision gears (ISO 1328 Grade 5) and optimized gear geometry
Orthopedic Power Tools
- Typical target: surgical-environment-acceptable noise levels
- Patient and surgeon hearing protection per institutional protocol
Dental Handpieces
- Typical target: chairside-acceptable noise levels for patient comfort
- Patient perception is sensitive to the high-frequency gear meshing noise typical in high-speed electric handpieces
Endoscopic Equipment
- Typical target: very low ambient noise to reduce patient anxiety
- Surgeons need clean auditory feedback from the procedure environment
Noise Reduction Design Strategies
1. Precision Optimization
- Higher precision grades (ISO 1328 Grade 5) reduce profile deviations
- Smoother tooth engagement reduces impacting and noise generation
- Cost-vs-precision trade is application-dependent; tighter precision generally adds cost in exchange for measurable noise improvement, with the actual ratio depending on size, material, and process
2. Material Selection for Damping
- PEEK exhibits substantially higher damping than steel (typical for engineering polymers vs metals)
- Composite materials: custom damping characteristics achievable
- Hybrid designs: steel core with PEEK engaging flanks
3. Gear Geometry Optimization
- Slight tooth profile modifications (microgeometry)
- Helical gears vs. spur gears: Helical provides smoother, quieter engagement
- Increased contact ratio through profile crowning
- Avoid sharp edges and stress concentration points
4. Resonance Avoidance
- Design meshing frequencies away from natural structural resonances
- Finite element analysis (FEA) for modal analysis
- Damping treatments on gear housings
5. Lubrication Systems
- Specialized medical-grade lubricants with sound damping properties
- Oil viscosity optimization to balance efficiency and damping
- Sealed systems preventing contamination
Supplier Qualification for Medical Device OEMs
Medical OEM manufacturers maintain rigorous supplier qualification processes to ensure component safety and reliability.
Supplier Assessment Phases
Phase 1: Initial Evaluation (Pre-Audit)
- Quality system documentation review
- ISO 13485 or equivalent certification verification
- Relevant FDA 483 observations or warning letters
- Quality management system policy and procedures
- Previous customer references and track record
Phase 2: On-Site Audit
- Manufacturing facility walkthrough
- Quality control and testing capability assessment
- Environmental controls verification — for medical-device gears the typical expectation is a controlled environment for final cleaning, inspection, and packaging at ISO 14644-1 Class 7 or Class 8 (≤352,000 particles ≥0.5 μm/m³ for Class 7, ≤3,520,000 for Class 8). Implant-class components may require Class 7 or tighter; non-implant device components are commonly Class 8.
- Equipment maintenance and calibration records
- Personnel training, gowning protocols, and certification documentation
Typical audit schedule: Annual or biennial depending on risk and criticality
Phase 3: Prototype/Sample Validation
- 50-100 piece prototype run under production conditions
- Full dimensional and mechanical property testing
- Process capability study (Cpk ≥ 1.33 minimum, 1.67 preferred)
- Statistical Process Control (SPC) baseline establishment
- Material certification and traceability validation
Phase 4: Design Review and Engineering Engagement
- Joint design review meetings
- Design FMEA participation
- Drawing and specification development and approval
- Process routing and material specification finalization
- First article inspection (FAI) procedures
Phase 5: Ongoing Performance Monitoring
- Incoming inspection and acceptance rates (target: 0 defects or <0.1% defect rate)
- In-process quality data trending
- On-time delivery performance (95%+ target)
- Customer complaint resolution (90-day closure target)
- Annual or periodic re-audit
Certification and Recognition
Achieving A-Class or strategic partner status typically requires:
- 2+ years of defect-free supply
- 98%+ on-time delivery
- Proactive continuous improvement initiatives
- Technical collaboration on new product designs
- Competitive pricing and cost reduction partnerships
Batom has achieved A-Class status with major medical device manufacturers, supplying precision gear components for surgical tools, dental devices, orthopedic assemblies, and other medical subassemblies worldwide.
Cost Considerations and Lead Time Management
Medical-grade gears command premium pricing compared to industrial-grade components, with costs often 2-5x higher due to:
Direct Cost Factors
- Premium raw material pricing (certified aerospace/medical grades)
- Enhanced material verification: Certifications from original material suppliers
- Specialized machining: Longer cycle times, specialized tooling
- Precision inspection: CMM time, gaging, statistical analysis
- Environmental controls: Cleanroom operation and maintenance costs
Documentation and Compliance Costs
- Material certificates of analysis and traceability documentation
- Process capability studies and statistical validation
- Design history files and design control documentation
- Batch record generation and archival
- Third-party audit preparation and response
Supply Chain Reliability
- Long-term supply commitments and backup inventory
- Dedicated production capacity reservations
- Customized inventory management systems
- Emergency delivery capabilities for critical supply situations
Lead Time Expectations
- Standard medical gears: competitive lead times achieved through integrated supply chains and agile manufacturing
- Custom gear designs: lead times scale with design-validation depth and process qualification scope
- Titanium or cobalt-chrome gears: longer lead times reflect specialty material sourcing and the additional machining and inspection cycles required for these alloys
- Expedited delivery: available for planned demand spikes, scoped per program and pre-agreed with the customer
Batom provides transparent cost structures, providing detailed quotes including:
- Material costs with supply chain transparency
- Labor and manufacturing overhead
- Testing, inspection, and documentation
- Delivery logistics and packaging
- Optional expedited delivery pricing
Future Developments and Emerging Technologies
Advanced Materials Research
Silicon Nitride (Si₃N₄) Ceramic Gears
- Properties: Hardness comparable to diamond, 40% lighter than steel
- Status: In clinical trials for orthopedic applications
- Promise: Wear-resistant gears lasting 20+ years in heavily loaded implants
- Challenge: commands a significant cost premium, with brittleness requiring careful design
Bioactive Glass Composite Gears
- Composition: Glass fibers in medical-grade polymer matrix
- Unique feature: Surface bioactivity promotes bone integration
- Application: Orthopedic implant drive systems
- Development stage: Pre-clinical research and material property characterization
Shape Memory Alloys (NiTi - Nitinol)
- Unique properties: Superelasticity and shape memory effect
- Medical applications: Adaptive engagement systems, variable compliance
- Challenge: Complex manufacturing, temperature sensitivity, and a significant cost premium per gear
- Research area: Minimally invasive instrument actuation
Digital Manufacturing and Traceability
Industry 4.0 Integration
- Real-time process monitoring using IoT sensors
- Automated data collection reducing manual documentation burden
- Machine learning algorithms predicting tool wear and maintenance
- Predictive quality and advanced SPC enabling highly optimized sampling plans and enhanced process stability
Blockchain for Supply Chain Transparency
- Immutable records of material origin and supplier chain
- Cryptographic verification of certifications and test data
- Hospital-level access to complete manufacturing and sterilization history
- Potential FDA integration for post-market surveillance
Digital Twins and Simulation
- Virtual replication of manufacturing process
- Predictive simulation of gear performance in surgical environment
- Real-time optimization based on clinical feedback data
- Integration with surgical workflow simulation systems
Personalized and Customized Devices
3D Printing and Additive Manufacturing
- Concept: Patient-specific gear drive systems for customized orthopedic devices
- Status: Early trials in cranial implants and joint reconstruction
- Advantage: Perfect anatomical fit, reduced surgery time
- Challenge: Material certification, regulatory pathways, cost-effectiveness
Rapid Prototyping for Clinical Trials
- Accelerated prototyping cycles leveraging agile manufacturing processes that compress traditional development timelines
- Patient-specific iteration enabling personalized medicine approaches
- Challenge: Scaling from prototype to clinical production volume
Conclusion
Medical device gears represent one of the most demanding precision engineering applications. The intersection of stringent mechanical specifications, regulatory compliance, biocompatibility requirements, and supply chain reliability creates a complex but rewarding engineering discipline.
Batom Co., Ltd. brings over 40 years of precision manufacturing expertise applicable to medical device gears. Our combination of in-house precision manufacturing, ISO 9001 / IATF 16949-based process discipline, support for customer ISO 13485 and FDA design-control requirements, and proven collaborations with leading medical-device manufacturers ensures that every gear we produce can support the safety and reliability needed by our customers' devices.
Whether your device requires Grade 5 precision gears for a surgical robot performing delicate procedures, biocompatibility-certified components for implantable systems, or noise-optimized gears for patient comfort in diagnostic imaging, Batom provides comprehensive solutions backed by engineering excellence and regulatory expertise.
Frequently Asked Questions
Q1: What is the difference between ISO 1328 Grade 5 and Grade 6 precision gears?
A: DIN 6 / AGMA A5 gears meet ultra-tight tolerances (typically single-digit micrometers for total profile deviation, scaling with module and reference diameter) and are reserved for the most demanding applications such as surgical robots requiring sub-millimeter positioning accuracy. ISO 1328 Grade 6 covers most medical devices including infusion pumps and diagnostic equipment, with tolerances appropriate to the gear's size and operating regime. The 30-40% cost increase for Grade 5 is justified only when application requirements demand it.
Q2: Why are medical device gears so much more expensive than industrial gears?
A: Medical gears typically cost 2–5× more than industrial-grade equivalents due to several factors: premium certified materials, enhanced precision manufacturing, extensive documentation and traceability, biocompatibility testing, alignment with the device manufacturer's FDA / ISO 13485 design controls, and long-term supply commitments. The traceability burden is the practical driver: every batch ships with a Certificate of Analysis (CoA) and Material Test Report (MTR) tied to the heat lot, every critical process step is recorded against the batch record, cleaning and passivation are validated per the relevant standard (e.g., ASTM A967 for stainless), and every nonconformance is investigated under the CAPA system. This level of lot-traceability and process discipline — rather than any single exotic material — is what separates medical-grade from industrial-grade gear supply.
Q3: Can I use industrial-grade stainless steel gears in my medical device?
A: Not recommended. Industrial stainless steel often contains higher nickel content and may have surface contamination from general manufacturing. Medical-grade 316L requires controlled composition, passivation processing, and cleanliness verification. Using non-certified material creates compliance and liability risks—FDA could require recalls, and patients could experience adverse reactions. The nominal material cost premium is highly justified when weighed against severe compliance and liability risks.
Q4: How long does FDA approval take when a gear is a component of my device?
A: FDA approval depends on your device classification and regulatory pathway, not specifically on the gear. A 510(k) submission typically takes 3-6 months, while a PMA (implantable devices) can take 12-24+ months. The gear must be included in your design history file with supporting documentation (certifications, test reports, process capability studies), but it doesn't independently extend timelines. Early engagement with qualified gear suppliers accelerates the regulatory process.
Q5: What happens if a patient has an allergic reaction to a gear in an implanted device?
A: This is extremely rare with properly selected and certified materials. 316L stainless steel and titanium alloys form protective oxide layers that significantly minimize allergen release. However, to mitigate risk: (1) Specify nickel-free materials or cobalt-chrome alternatives for nickel-sensitive populations, (2) Perform ISO 10993 biocompatibility testing including sensitization studies, (3) Maintain complete material traceability, (4) Conduct post-market surveillance to detect patterns. Batom's biocompatibility partnerships ensure comprehensive testing covering your patient population's sensitivity profiles.
Transform your medical device with precision-engineered gears from Batom. Contact our engineering team today to discuss your specific requirements.
Batom Co., Ltd. is your trusted partner for medical-grade precision gears, supplying components that align with customer ISO 13485 and FDA design-control requirements and that are produced under ISO 9001 / IATF 16949-based process discipline.
