9310 vs. 16MnCr5 vs. M50: Choosing the Right Steel for Aerospace Gears
Introduction
Material selection for aerospace gearboxes is arguably the single most critical design decision an engineer faces. Unlike ground-based industrial equipment, aerospace gears operate under extreme constraints: narrow weight budgets, volatile temperature swings, stringent reliability standards, and punishing duty cycles that demand fatigue lives exceeding 10 million cycles.
Three materials dominate aerospace gear specifications globally: AISI 9310 (the long-standing American workhorse), 16MnCr5 (the cost-effective European alternative), and M50 variants (the high-temperature specialist). Each brings distinct strengths—and trade-offs—that can determine whether your gearbox meets requirements or triggers costly redesigns.
This guide provides aerospace engineers with the technical and commercial intelligence needed to make informed material selections, understand supply-chain implications, and optimize cost-to-performance ratios for your next program.
Section 1: Why Material Selection Defines Aerospace Gear Performance
The Four Pillars of Aerospace Gear Material Requirements
Aerospace gearbox design operates within a triangle of constraints that ground-based machinery rarely faces: performance, weight, and cost, all bounded by regulatory compliance and supply-chain reality.
1.1 Fatigue Life: The Overriding Design Driver
Aerospace gears do not "fail gracefully." A gearbox failure at cruise altitude is not merely expensive—it is potentially catastrophic. Modern aerospace gearboxes are therefore designed for fault tolerance and damage-tolerant life that far exceeds what automotive or industrial sectors require.
- Design requirement: Minimum 10^7 cycles at 90% of rated load with zero tooth face distress
- Critical metrics: Subsurface fatigue (pitting initiation and propagation), surface distress (scuffing), and tooth root bending fatigue
- Material response: Carburized case-hardened steels (9310, 16MnCr5, M50NiL) deliver the case/core architecture needed to resist both surface shear damage and subsurface contact fatigue
The choice of steel directly determines the allowable contact stress (Hertzian stress) and bending stress your gear teeth can sustain over design life.
1.2 Temperature Capability: Thermal Environment & Margin
Gearbox operating temperatures range from -55°C (military Arctic operations, high-altitude cruise) to +175°C (standard continuous duty) to +315°C (jet engine accessory drives). Temperature affects:
- Hardness retention: Case hardness drop at elevated temperature reduces contact fatigue strength
- Core strength & toughness: Temper softening and impact resistance degradation
- Lubricant compatibility: Synthetic gear oils have strict thermal stability windows
- Thermal growth: Component clearances and mesh geometry must account for differential expansion
High-temperature steels like M50 are engineered to retain hardness and strength at 315°C; conventional 9310 becomes marginal above 175°C.
1.3 Weight Budget: Density Penalties
Aerospace follows a relentless weight penalty rule: every kilogram costs roughly $1,000–$10,000 in direct program cost (fuel burn, payload capacity, structure strengthening).
- All three materials (9310, 16MnCr5, M50) carry similar densities (7.85 g/cm³)
- Weight advantage comes from engineering efficiency: allowing higher stress (higher fatigue strength) permits smaller, lighter gears
- M50 materials offer modest efficiency gains through superior high-temperature performance, enabling longer service intervals and reduced redundancy
1.4 Cost & Supply-Chain Tradeoffs
Material and manufacturing costs represent 15–30% of gearbox unit cost, but supply-chain stability is worth infinitely more than raw cost savings:
- 9310: Premium cost ($8–12/kg raw material), but established North American supply chain, fully proven in production
- 16MnCr5: 30–40% cost advantage, European mill availability, growing aerospace qualification
- M50: 50–100% cost premium, limited sources (specialty VIM-VAR melting required), long lead times (3–6 months)
Choosing the wrong material can cascade through your supply chain, creating single-source dependencies, qualification delays, and obsolescence risk that dwarf the raw material savings.
Section 2: AISI 9310 (AMS 6265) – The Aerospace Standard
2.1 Composition & Metallurgical Foundation
AISI 9310 is a nickel-chromium-molybdenum alloy optimized for carburizing and case hardening:
| Element | Range (%) | Role |
|---|---|---|
| Iron (Fe) | Balance | Base matrix |
| Nickel (Ni) | 3.00–3.50% | Toughness, hardenability, core strength |
| Chromium (Cr) | 1.00–1.40% | Hardenability, oxidation resistance |
| Molybdenum (Mo) | 0.08–0.15% | Hardenability, creep resistance |
| Manganese (Mn) | 0.45–0.65% | Hardenability, deoxidation |
| Carbon (C) | 0.08–0.13% | Core strength (low C for toughness) |
The high nickel content is 9310's signature: it delivers exceptional toughness and impact resistance in the carburized core, essential for gears experiencing shock loads from engagement transients and power transmission dynamics.
2.2 Mechanical Properties: Strength & Core Toughness
Case-Hardened Condition (Carburized, Quenched, Tempered):
| Property | Typical Value | Impact |
|---|---|---|
| Hardness (case surface) | HRC 58–63 | Scuffing & micropitting resistance |
| Hardness (core, 0.2–0.5 mm below surface) | HRC 33–43 | Subsurface fatigue resistance |
| Core Tensile Strength | 1,050–1,250 MPa | Bending fatigue & root strength |
| Core Yield Strength | ~850 MPa | Safety margin against overload |
| Impact (core) | 40–60 J (Charpy) | Shock load & tooth fracture resistance |
| Case Depth | 0.75–1.50 mm | Fatigue life & cost balance |
2.3 Carburizing Characteristics & Heat Treatment Control
9310's dominance in aerospace stems largely from its exceptional carburizing response:
- Linear case growth: Predictable, uniform case depth across tooth flank and fillet radius
- Retained austenite control: Proper quench practices minimize distortion and retained austenite (which reduces fatigue strength)
- Residual compressive stress: Case hardening induces ~800–1,200 MPa compressive stress in the case, extending subsurface fatigue life by 2–3×
- Proven processes: Decades of production experience allow tight statistical control of case depth, core hardness, and distortion
Heat treatment sequence: 1. Carburize (900–950°C for 4–8 hours, yielding ~1.0–1.2 mm case) 2. Slow cool to prevent distortion 3. Oil quench from 850°C 4. Temper at 150–200°C (low-temperature temper to preserve hardness)
2.4 Fatigue Life: The 10^7 Cycle Benchmark
Under ISO 6336 / AGMA 2101 rating conditions (20°C, dry contact, no scuffing), 9310 gears achieve:
- Contact fatigue (Hertzian stress): 1,500–1,600 MPa sustained for 10^7 cycles (case depth 1.0–1.2 mm)
- Bending fatigue (root stress): 1,100–1,250 MPa for 10^7 cycles
- Safety factors: Typically 1.2–1.5 on fatigue strength at rated load
In real aerospace duty (elevated temperature, lubrication film variability, transient loads), effective stress limits drop to 1,100–1,300 MPa contact stress.
2.5 Temperature Range & Thermal Limits
Continuous Operating Range: –55°C to +175°C
- Below –40°C: Impact toughness remains excellent; lubrication viscosity management dominates
- +25°C to +175°C: Fatigue strength remains linear; no significant hardness loss
- Above +175°C: Case hardness begins degrading (~1–2% per 10°C rise); fatigue strength drops 3–5% per 10°C
Standard Aerospace Duty: Most military helicopters and turboprop gearboxes operate comfortably within 9310's rating.
2.6 Applications & Production Volumes
Dominant Aerospace Platforms:
- Helicopter main rotor & tail rotor drives: Sikorsky S-70, AH-64, CH-47, Airbus H225
- Turboprop power transmission gearboxes: Hartzell, Dowty, Ratier-Figeac accessory drives
- Military fighter auxiliary power: F-16, F-18 main engine gearbox (MEGB) input pinions
- Commercial regional turboprops: ATR 72, Bombardier Dash 8
Specifications: AMS 6265 (ASTM E975 / EMS 2608 European equivalent)
Section 3: 16MnCr5 (EN 10084 / 1.7131) – The European Cost Optimizer
3.1 Composition & Heritage
16MnCr5 is a manganese-chromium alloy, the workhorse of European automotive and industrial gearing:
| Element | Range (%) | Role |
|---|---|---|
| Iron (Fe) | Balance | Base matrix |
| Manganese (Mn) | 1.00–1.30% | Hardenability, strength |
| Chromium (Cr) | 0.80–1.10% | Case hardening, oxidation |
| Molybdenum (Mo) | — | Not present (key cost driver) |
| Carbon (C) | 0.14–0.19% | Case & core strength |
The absence of nickel and molybdenum is what makes 16MnCr5 cheaper and why aerospace engineers worry about it. Those alloying elements exist in 9310 for a reason: core toughness and subsurface fatigue life.
3.2 Mechanical Properties: Strength Without the Core Cushion
Case-Hardened Condition:
| Property | Typical Value | Comparison to 9310 |
|---|---|---|
| Case hardness | HRC 58–62 | Equivalent |
| Core hardness | HRC 35–40 | Similar range |
| Core tensile strength | 1,000–1,200 MPa | ~5–10% lower |
| Impact (core) | 25–40 J | 30–40% lower—the limitation |
| Case depth | 0.80–1.20 mm | Shorter carburize times allow shallower cases |
The toughness penalty is material: 16MnCr5 cores impact value drops to 25–40 J Charpy vs. 40–60 J for 9310. In aerospace, where transient overloads and engagement shock loads are design realities, this creates risk.
3.3 Carburizing Response & Supply Variability
16MnCr5 carburizes more aggressively than 9310 (less nickel = faster carbon diffusion), creating:
- ✓ Shorter cycle times (lower manufacturing cost)
- ✓ Thinner, more uniform cases possible
- ✗ Higher risk of retained austenite and surface softness if quench parameters drift
- ✗ Less margin for process variation in aerospace critical tolerances
European mills (Thyssen-Krupp, Vicat, Villares) have decades of 16MnCr5 automotive pedigree but less deep aerospace carburize process validation.
3.4 Fatigue Life & Thermal Performance
Contact fatigue (dry contact, 20°C): 1,300–1,450 MPa for 10^7 cycles Bending fatigue: 950–1,100 MPa
Real-world aerospace duty: Effective limits ~1,050–1,200 MPa contact stress (80–90% of 9310 capability)
Temperature range: –55°C to +160°C (slightly more conservative than 9310)
The fatigue penalty (~10–15% lower strength than 9310) is manageable if accepted upfront in design, but it means:
- Slightly larger gears for equivalent torque
- Reduced overload margin
- More stringent load case management
3.5 Cost Advantage & European Aerospace Growth
Material cost: 30–40% less than 9310 (typically $5–7/kg vs. $8–12/kg) Availability: Abundant European supply chain; no single-source risk
Aerospace qualification status:
- ✓ EN 10084 certified for aerospace (military and civil)
- ✓ Used in European rotorcraft (Eurocopter now Airbus Helicopters platforms)
- ✓ Growing in Airbus supplier programs (gear contractors like Liebherr, Ratier-Figeac offer 16MnCr5 options)
- ✗ NOT approved for high-stress military fighter applications or maximum-duty helicopters (UH-60, AH-64)
3.6 Procurement Reality
16MnCr5 is increasingly attractive for:
- Commercial regional aircraft with moderate gearbox duty
- Airbus helicopter programs with dual-sourcing strategies
- Cost-sensitive emerging markets (e.g., South Asia, Africa region helicopter programs)
- Retrofit & sustainability programs where material substitution is welcomed
For North American military and maximum-duty commercial platforms, it remains an uphill qualification battle—not impossible, but requiring extensive fatigue validation and customer approval.
Section 4: M50 (AMS 6491) & M50NiL (AMS 6278) – The High-Temperature Specialists
4.1 Composition & Metallurgical Design Philosophy
M50 is a bearing steel optimized for high-temperature service—not a gear steel in its traditional form. M50NiL (nickel-enriched variant) extends the concept to gears:
| Element | M50 (AISI / AMS 6491) | M50NiL (AMS 6278) | Purpose |
|---|---|---|---|
| Carbon (C) | 0.77–0.85% | 0.11–0.15% (typical 0.13%) | High C gives M50 through-hardened bearing hardness; low base C in M50NiL is what enables carburizing |
| Chromium (Cr) | 3.75–4.25% | 4.00–4.25% (typical 4.2%) | Hardenability, oxidation and temper resistance |
| Molybdenum (Mo) | 4.00–4.50% | 4.00–4.50% (typical 4.25%) | Secondary hardening, creep resistance, strength retention at 315°C |
| Vanadium (V) | 0.90–1.10% | 1.13–1.33% (typical 1.2%) | Fine carbide stability, wear resistance, grain refinement |
| Nickel (Ni) | ≤ 0.15% | 3.20–3.60% (typical 3.4%) | Core toughness and hardenability — the key enabler for case-hardened M50NiL |
| Manganese (Mn) | ≤ 0.35% | 0.15–0.35% (typical 0.25%) | Hardenability, deoxidation |
| Silicon (Si) | ≤ 0.75% (AMS 6491 tightens to 0.10–0.25%) | 0.10–0.25% (typical 0.20%) | Deoxidation, solid-solution strengthening |
| Phosphorus (P) | ≤ 0.015% | ≤ 0.015% | Impurity — kept low for fatigue life |
| Sulfur (S) | ≤ 0.015% | ≤ 0.015% | Impurity — kept low for fatigue life |
| Iron (Fe) | Balance (≥ 87.4%) | Balance (≈ 86.4%) | Base matrix |
Ranges per AISI Type M50 Tool Steel / AMS 6491 (M50) and AMS 6278 (M50NiL). Typical values reflect the Latrobe M50-NiL analysis listed on MatWeb. Verified against MatWeb: AISI M50 (matguid=461c9c2c…) and MatWeb: M50-NiL (matguid=9db95a7b…).
M50 metallurgy is fundamentally different: The high molybdenum and vanadium create secondary hardening behavior, where strength and hardness increase slightly during high-temperature tempering (200–350°C range). This allows operation at 315°C where conventional steels would soften dramatically.
4.2 M50: Through-Hardened Bearing Application
Standard M50 is a through-hardened bearing steel:
- Hardened to HRC 62–66 throughout (no case/core differentiation)
- Designed for rolling-element bearings, spindle components, high-speed gears
- Limitation for gears: Through-hardening creates high distortion and lower fracture toughness than case-hardened designs
- Not recommended for large gear teeth; used primarily for small, high-speed pinions (DN > 500,000)
4.3 M50NiL: The Gear-Specific Variant
M50NiL (AMS 6278) was developed to overcome M50's toughness limitation by adding nickel and enabling case-hardening:
Case-Hardened M50NiL Properties:
| Property | Value | Advantage |
|---|---|---|
| Case hardness | HRC 60–64 | Excellent scuffing resistance at 315°C |
| Core hardness | HRC 40–48 | Higher than 9310 core (extra strength margin) |
| Case depth | 0.50–1.20 mm | Carburizing is well-controlled |
| Core impact | 35–50 J | Good toughness; better than through-hardened M50 |
| Contact fatigue | 1,400–1,600 MPa @ 315°C | Exceptional at elevated temperature |
| Max temp rating | +315°C continuous | 140°C above 9310 |
4.4 Temperature-Dependent Strength Retention
The defining advantage of M50NiL:
| Temperature | 9310 Strength | M50NiL Strength | Retention (%) |
|---|---|---|---|
| 25°C | 100% | 100% | — |
| 100°C | 98% | 99.5% | M50NiL +1.5% |
| 175°C | 93% | 97% | M50NiL +4% |
| 250°C | 85% | 94% | M50NiL +9% |
| 315°C | 70% (unsafe) | 88% | M50NiL +18% |
This retention advantage directly translates to 3–5 million extra fatigue cycles or higher allowable stress at the same design life.
4.5 Applications: The High-Temperature Niche
M50/M50NiL dominate where temperature is the limiting factor:
- Jet engine accessory gearboxes (ATU/GETEU): Lubricated by 315°C synthetic oils
- APU (Auxiliary Power Unit) gear drives: High altitude, rapid thermal cycling
- Main engine gearboxes (MEGB): Input/output stages where bleed heat approaches limits
- Turbine blade damper gears: Vibration suppression at 300°C+
- High-speed turboprop reduction gears: Liebherr, Ratier-Figeac applications
Specifications: AMS 6491 (M50), AMS 6278 (M50NiL)
4.6 Cost & Supply-Chain Reality
M50NiL material cost: $15–25/kg (50–100% premium over 9310)
Critical issue: Supply concentration
- Only 3–4 specialty mills globally produce VIM-VAR (Vacuum Induction Melt - Vacuum Arc Remelted) M50NiL meeting AMS 6278
- Lead times: 16–24 weeks for material + 8–12 weeks for heat-treated forgings
- Single-source risk: A supplier outage cascades across entire aerospace high-temp program portfolio
Program implication: Lock in M50NiL orders 12–18 months before first delivery; design around established supply partners (e.g., Carpenter Technology, Schmolz+Bickel).
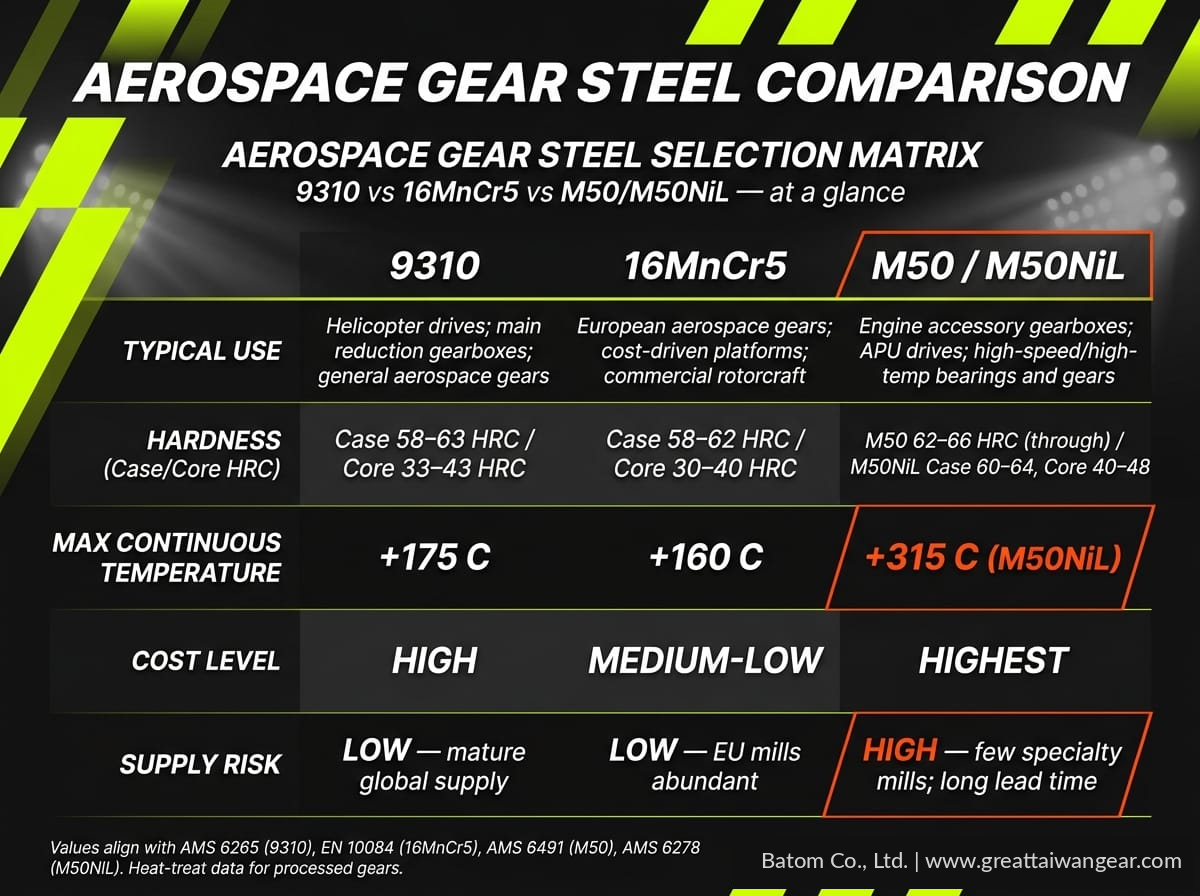
Section 5: Head-to-Head Comparison Table
| Attribute | 9310 | 16MnCr5 | M50NiL |
|---|---|---|---|
| AMS Specification | AMS 6265 | EN 10084 / 1.7131 | AMS 6278 |
| UTS (core) | 1,050–1,250 MPa | 1,000–1,200 MPa | 1,100–1,300 MPa |
| Case Hardness | HRC 58–63 | HRC 58–62 | HRC 60–64 |
| Core Impact | 40–60 J (Charpy) | 25–40 J | 35–50 J |
| Contact Fatigue (25°C) | 1,500–1,600 MPa | 1,300–1,450 MPa | 1,400–1,600 MPa |
| Contact Fatigue (315°C) | N/A (unsafe) | N/A | 1,200–1,350 MPa |
| Max Operating Temp | +175°C | +160°C | +315°C |
| Case Depth | 0.75–1.50 mm | 0.80–1.20 mm | 0.50–1.20 mm |
| Density (g/cm³) | 7.85 | 7.85 | 7.85 |
| Material Cost ($/kg) | $8–12 | $5–7 | $15–25 |
| Availability (lead time) | 8–12 weeks | 6–10 weeks (EU) | 16–24 weeks |
| Machinability Rating | Good | Excellent | Fair–Good |
| Heat Treatment Response | Excellent (proven) | Good (process sensitive) | Excellent (controlled VIM-VAR) |
| North American Approval | Universal | Limited (growing) | Universal (high-temp programs) |
| European Aerospace Use | Standard | Growing (Airbus) | Standard (Liebherr, Ratier) |
| Carburizing Predictability | ★★★★★ | ★★★★☆ | ★★★★★ |
| Fracture Toughness Reserve | ★★★★★ | ★★★☆☆ | ★★★★☆ |
| Cost/Performance Ratio | ★★★★☆ | ★★★★★ | ★★☆☆☆ |
Section 6: Selection Decision Framework
Choosing the right steel requires systematic evaluation of five decision gates, applied in order:
6.1 Decision Tree Logic
┌─────────────────────────────────────────────────────┐
│ GATE 1: What is the maximum continuous operating temp?
└──────────────┬────────────────────────────────────────┘
│
┌──────┴──────┐
│ │
≤160°C ≥175°C
│ │
│ ┌───┴────────────┐
│ │ │
175–250°C ≥250°C (to 315°C)
│ │
│ [SELECT M50NiL]
│ Go to Gate 5
│ │
│ │
┌───────┴─────────┘
│
└─────────────────────────────────────────────────────┐
│ GATE 2: What is the peak contact bending stress (MPa)?
└──────────────┬────────────────────────────────────────┘
│
┌──────┴──────────┐
│ │
<1100 MPa >1200 MPa
│ │
│ [Select 9310]
│ Go to Gate 5
│
└───────────────────────────────────────────────┐
│ 1100–1200 MPa range (demanding)
│
┌───────────┴────────────────────────────────────────┐
│ GATE 3: Is design-life damage tolerance critical?
└──────────────┬────────────────────────────────────────┘
│
┌──────┴──────────┐
│ │
YES NO
│ │
[Select 9310] [16MnCr5 acceptable
Go to Gate 5 with thicker case]
Go to Gate 5
│
└────────────────────────────────────────────────────┐
│ GATE 4: Is program a North American military platform?
└──────────────┬────────────────────────────────────────┘
│
┌──────┴──────────┐
│ │
YES NO
│ │
[SELECT [Evaluate 16MnCr5
9310] for cost savings]
Go to 5
┌──────────────────────────────────────────────────────┐
│ GATE 5: Supply-Chain & Lead-Time Constraint
└──────────────┬────────────────────────────────────────┘
│
┌─────────┴─────────┐
│ │
<12 months ≥12 months
delivery req. delivery window
│ │
[Lock in now] [M50NiL option
Confirm feasible]
9310/16MnCr5 [Confirm
availability] selection]
6.2 Practical Decision Scenarios
Scenario A: Regional turboprop, Airbus helicopter, moderate duty
- Max temp: +120°C
- Contact stress: 1,050 MPa
- Cost budget: Tight
- Decision: 16MnCr5 (cost advantage, adequate margin, Airbus precedent)
Scenario B: Military attack helicopter (AH-64 class), main rotor drive
- Max temp: +170°C
- Contact stress: 1,300 MPa
- Damage tolerance: Critical (failure unacceptable)
- Cost budget: Unrestricted
- Decision: AISI 9310 (proven, maximum toughness, unlimited North American support)
Scenario C: Jet engine accessory gearbox, high-speed pinion
- Max temp: +290°C (with thermal margin to 315°C)
- Contact stress: 1,350 MPa
- Lubrication: 315°C synthetic PAG/PAO
- Lead time: 18-month program schedule
- Decision: M50NiL (only viable material; order now from established VIM-VAR supplier)
Section 7: Procurement Considerations & Supply-Chain Strategy
7.1 Material Certification & Traceability
Aerospace gearbox forgings require complete chain-of-custody documentation:
Essential documents for all three materials:
- CMTR (Certified Material Test Report)
- Issued by material supplier's test lab
- Contains: composition, tensile tests, impact tests (Charpy V-notch)
- Must include hardness testing at case surface and core
-
Non-negotiable requirement: Signed certification to AMS 6265 / EN 10084 / AMS 6278
-
Heat Lot Traceability
- Each forging batch must be traceable to a specific furnace heat
- Supplier must maintain records for 10 years minimum
-
Enables rapid isolation if post-delivery issues arise
-
Inspection Records
- Ultrasonic inspection (ultrasonic flaw detection, attenuation measurements)
- Magnetic particle inspection (surface crack detection after rough machining)
- Dye penetrant on finished surfaces
- For M50NiL: Residual stress measurement (X-ray diffraction) to verify compressive case stress
7.2 AMS Compliance & Approved Vendor Lists
Establish supplier baseline before design release:
- 9310 (AMS 6265): Suppliers: Carpenter Technology, TimkenSteel, Villares (Brazil), ArcelorMittal
- 16MnCr5 (EN 10084): Suppliers: Thyssen-Krupp, Vicat, Villares, Böhler, Schmolz+Bickel
- M50NiL (AMS 6278): Limited suppliers: Carpenter Technology (primary), Schmolz+Bickel, Crucible Industries
Qualification checklist:
- ✓ ISO 9001 / AS9100 certification
- ✓ Nadcap accreditation for heat treatment (critical for carburizing control)
- ✓ Third-party material certs issued by accredited lab
- ✓ Proof of traceability (purchase order → heat lot → CMTR)
- ✓ Pricing & lead-time commitment in long-term agreement
7.3 Incoming Inspection Requirements
Recommended test plan for each forging lot:
| Test | 9310 | 16MnCr5 | M50NiL | Purpose |
|---|---|---|---|---|
| Ultrasonic flaw detection | ✓ | ✓ | ✓ | Detect internal defects (cracks, segregation) |
| Composition analysis (X-ray fluorescence) | ✓ | ✓ | ✓ | Verify alloy chemistry compliance |
| Case depth measurement | ✓ | ✓ | ✓ | Ensure case depth within 0.75–1.5 mm spec |
| Microhardness profile | ✓ | ✓ | ✓ | Validate case/core hardness gradient |
| Impact toughness (Charpy) | ✓ | ✓ | ✓ | Core toughness reserve (minimum 35 J) |
| Residual stress (X-ray diffraction) | Optional | Optional | Required | M50NiL: confirm 800–1200 MPa compressive case stress |
| Ferrite/pearlite microstructure | Optional | ✓ (EU) | Optional | 16MnCr5: ensure proper grain size control |
Cost implication: Full incoming inspection costs $500–1,500/forging; essential for aerospace safety and warranty defense.
7.4 Taiwan Supply-Chain Advantages
Batom Co., Ltd., operating from Taiwan, benefits from strategic proximity to Asia-Pacific aerospace growth:
Taiwan supply-chain strengths:
- ✓ Regional hub: Japan, South Korea, China, India aerospace expanding rapidly; Taiwan is logistics hub
- ✓ Quality culture: ISO 9001/AS9100 is standard; Nadcap heat-treat facilities well-established (e.g., Tung Ho Steel, Precision Casting)
- ✓ Cost-effective carburizing: Labor-intensive heat-treatment operations 30–50% less expensive than North America/Europe
- ✓ 16MnCr5 supply: Ready access to European mills (Thyssen-Krupp partnership, Schmolz+Bickel distributor networks)
- ✓ Emerging markets: Taiwan forgers/gear makers serving growth platforms (ATR 72 production expansion, regional helicopter programs)
Strategic recommendations for Batom:
- Establish long-term supplier agreements with Carpenter Technology (9310, M50NiL) and Schmolz+Bickel (16MnCr5, M50NiL) for direct shipment to Taiwan operations
- Invest in Nadcap heat-treatment accreditation for in-house carburizing (offset material costs for case-hardened designs)
- Develop 16MnCr5 qualification packages for Airbus/Liebherr/Ratier programs (European aerospace growth market)
- Position M50NiL capabilities for high-temp niche (jet engine accessory suppliers, APU gear drives)
Section 8: Summary & Decision Matrix
If your aerospace gearbox requires:
| Priority | → Select | Rationale |
|---|---|---|
| Proven performance, any temperature ≤175°C, military approval | AISI 9310 | 50+ years production, unlimited North American support, fracture toughness reserve, established supply chain |
| Cost optimization, commercial regional aircraft, 16–160°C duty | 16MnCr5 | 30–40% cost advantage, EU aerospace approval growing, adequate fatigue margin with proper design |
| High-temperature operation ≥250°C (to 315°C) | M50NiL | Only viable material; exceptional hardness retention, specialized lubrication compatible, reserve lead-time planning |
| Uncertain duty, high overload risk, need damage tolerance | AISI 9310 | Superior core toughness; pay the premium for risk mitigation |
| Tight schedule, <12-month delivery, commercial program | 9310 or 16MnCr5 | M50NiL lead times prohibitive; lock in supply early |
Frequently Asked Questions (FAQ)
Q1: Can 9310 gears operate continuously at 200°C?
A: Not recommended. AISI 9310 begins significant hardness loss above 175°C (typically 3–5% strength drop per 10°C rise). At 200°C, fatigue strength drops ~15%, requiring redesign for thicker gears or lower stress. If program requires 200°C, evaluate M50NiL despite cost/lead-time impact.
Q2: Is 16MnCr5 approved for North American military platforms?
A: Limited to no approval for maximum-duty applications (fighter, attack, transport helicopters). Material is approved for commercial and some international military rotorcraft. Qualification requires extensive fatigue validation (typically 2–3 years, $500K–$1M+ testing). Feasible for new programs with long development timelines; not viable for retrofit or legacy fleet support.
Q3: Why does M50NiL cost so much more than 9310?
A: Two factors: (1) VIM-VAR melting adds 30–40% to raw material cost through specialty processing that removes gas and non-metallic inclusions critical for high-temperature stability; (2) Limited production volume and supply concentration create long lead times and supplier pricing power. M50NiL is essentially a niche material for specialized applications; economies of scale are absent.
Q4: What happens if I undersize 16MnCr5 gears to match 9310 performance?
A: Fatigue life drops significantly. 16MnCr5 gears sized for same contact stress as 9310 will reach ~6–8 million cycles before pitting (vs. 10+ million for 9310). Root bending fatigue margin also tightens. Design audit is mandatory; simply running 16MnCr5 at 9310 stress levels violates gear rating standards (ISO 6336, AGMA 2101).
Q5: Can gearboxes mix steels (9310 input pinion, 16MnCr5 gears)?
A: Not ideal. Mismatched surface hardness and fatigue strength create uneven wear; softer member (16MnCr5) will pit first, creating debris that damages the harder gear (9310). Standards prohibit mixing unless thermal/load analysis specifically justifies it. For retrofit or cost programs, conduct detailed pitting-life calculation and implement magnetic contamination monitoring.
Conclusion
Aerospace gear material selection is not a casual design choice—it is a strategic decision that cascades through supply-chain, cost, and reliability for the life of the program.
AISI 9310 remains the gold standard for proven, North American-supported aerospace applications. Its combination of carburizing predictability, core toughness, and fatigue strength has powered everything from Vietnam-era helicopter transmissions to 21st-century fighter jets. Cost is premium, but risk is minimal.
16MnCr5 represents a credible alternative for cost-optimized commercial programs with moderate thermal duty and European aerospace support. As Airbus and Liebherr expand 16MnCr5 qualification, the material is transitioning from "alternative" to "standard option." For programs with 18+ month development timelines, qualification is feasible.
M50NiL is the specialist material for high-temperature niches. If your gearbox operates above 250°C continuously, M50NiL is not optional—it is mandatory. Plan supply chain accordingly with 16–24 week lead times and single-source risk mitigation.
For Batom Co., Ltd.: Position your Taiwan manufacturing as a regional hub for all three materials, emphasizing Nadcap-accredited carburizing, incoming material certification, and supply-chain flexibility. The growth in regional aircraft and helicopter programs across Asia-Pacific creates a strategic opportunity to serve emerging aerospace OEMs with material expertise and quality assurance that larger Western suppliers often cannot provide with equal speed and cost efficiency.
Contact Batom for Aerospace Gearbox Expertise
Facing material selection uncertainty for your aerospace gearbox program? Batom's engineering team has proven experience with all three steel systems, supply-chain strategies, and thermal analysis.
Let us help you optimize material choice, reduce lead-time risk, and deliver gearboxes that meet the world's most demanding aerospace standards.
Batom Co., Ltd. Excellence in Precision Gearing for Aerospace, Defense, and Industrial Applications Taiwan | ISO 9001 / AS9100 Certified | Nadcap Heat-Treat Accredited Contact Batom