Aerospace Gear Traceability: Batch Tracking, Documentation & Audit Readiness
Introduction
In the aerospace industry, traceability is far more than a compliance checkbox—it's a fundamental safety requirement. Every aerospace gear, from raw material receipt through final delivery, must maintain a complete and verifiable chain of custody documenting its manufacturing journey. A single untraced defect can lead to catastrophic consequences in flight-critical applications.
This comprehensive guide explores aerospace gear traceability management, batch tracking systems, mandatory documentation, regulatory compliance frameworks, and best practices for audit readiness. Whether you're a manufacturer, supplier, or quality professional, understanding traceability requirements is essential for maintaining your aerospace certification and protecting your reputation in this highly regulated industry.
Why Traceability Matters in Aerospace
Aerospace gears operate under extreme conditions—high cyclic loads, temperature extremes ranging from -50°C to +150°C, and constant vibration. A gear failure in flight doesn't result in a warranty claim; it results in a potential accident with loss of life. This reality shapes every requirement in aerospace manufacturing.
Effective traceability systems enable manufacturers to:
- Quickly Identify and Isolate Defects: If a material supplier discovers a chemical composition variation or a heat treater detects parameter drift, manufacturers must rapidly identify all affected parts across their customer base
- Conduct Root Cause Analysis: Complete records allow engineers to determine whether a failure resulted from material properties, process parameters, or design limitations
- Implement Effective Corrective Actions: Traceability data guides targeted improvements rather than broad, costly changes
- Demonstrate Compliance: Auditors and customers require documentary evidence that products meet specifications and requirements throughout the supply chain
- Support Liability Defense: In the rare event of an accident investigation, comprehensive traceability records demonstrate that the manufacturer exercised due diligence
Regulatory Framework and Compliance Requirements
AS9100 Aerospace Quality Management Standard
AS9100 (Aerospace Standard 9100) is the primary quality management standard for the aerospace, space, and defense industry. It builds upon ISO 9001 and adds critical aerospace-specific requirements.
AS9100 Clause 8.5.2 - Product Identification and Traceability:
Organizations must establish and maintain procedures to identify products that require special identification or traceability. Specifically:
- Material and Heat Lot Correlation: Every finished gear must trace back to specific raw material batches and heat treatment cycles, with documented chemical composition and mechanical properties
- Critical Process Parameters: Manufacturing processes affecting product safety (machining speeds/feeds, heat treatment temperatures, cooling rates) must be recorded and verifiable
- Inspection and Test Results: First article inspection data, in-process inspections, and final acceptance inspections must link to specific part serial numbers and batch identifiers
- Supplier Traceability Information: Organizations must know where every material and component originates and maintain contact with suppliers
FAR Part 21 (14 CFR Part 21) — Federal Aviation Regulations
14 CFR Part 21 governs the approval and production of aircraft parts for U.S. operations. For a PAH (Production Approval Holder), the quality-system backbone for traceability sits under § 21.137 — Quality system, whose sub-paragraphs cover documentation, supplier control, inspection, and records. Key traceability-relevant clauses:
§ 21.137(c) — Documenting and controlling processes:
- The PAH must document, implement, and control the manufacturing processes used to produce the approved product or article
- Records must demonstrate ongoing conformance to the approved design data
- These records must be retained and made available to the FAA for inspection
§ 21.137(f) — Inspecting and testing:
- Special processes (heat treating, plating, welding, carburizing, NDT) must be verified by documented inspection and testing tied to approved procedures
- Each special process must use qualified personnel and approved specifications (e.g., AMS 2750 for heat treatment, AMS 2644 for penetrant inspection)
- Results must be traceable to specific parts, serial numbers, or heat-treat batches
§ 21.137(d) — Supplier control:
- The PAH must approve and control every supplier that provides parts, materials, or special processes used in the approved article
- Approval records must document the basis for qualification (AS9100, Nadcap, customer-specific audits)
- Suppliers must be re-evaluated periodically and removed if performance drifts out of tolerance
Related FAA material: FAA Order 8110.42 (PMA procedures), FAA Order 8120.22 (supplier oversight), and FAA AC 21-43 (production-approval procedures) give the FAA's own internal guidance on how these clauses are applied in practice.
Additional Standards and Regulations
- Nadcap (National Aerospace and Defense Contractors Accreditation Program): Accreditation for special processes like heat treating, non-destructive testing, and dimensional inspection
- EN 9100: European equivalent of AS9100, required for suppliers to European aerospace manufacturers
- AS9120: IAQG quality-management standard for aerospace parts distributors and stockists (the distribution-channel counterpart to AS9100 for manufacturers)
- Customer-Specific Requirements: Major aerospace companies (Boeing, Airbus, Rolls-Royce, etc.) often impose additional traceability requirements in their supplier agreements
Batch Tracking System Architecture
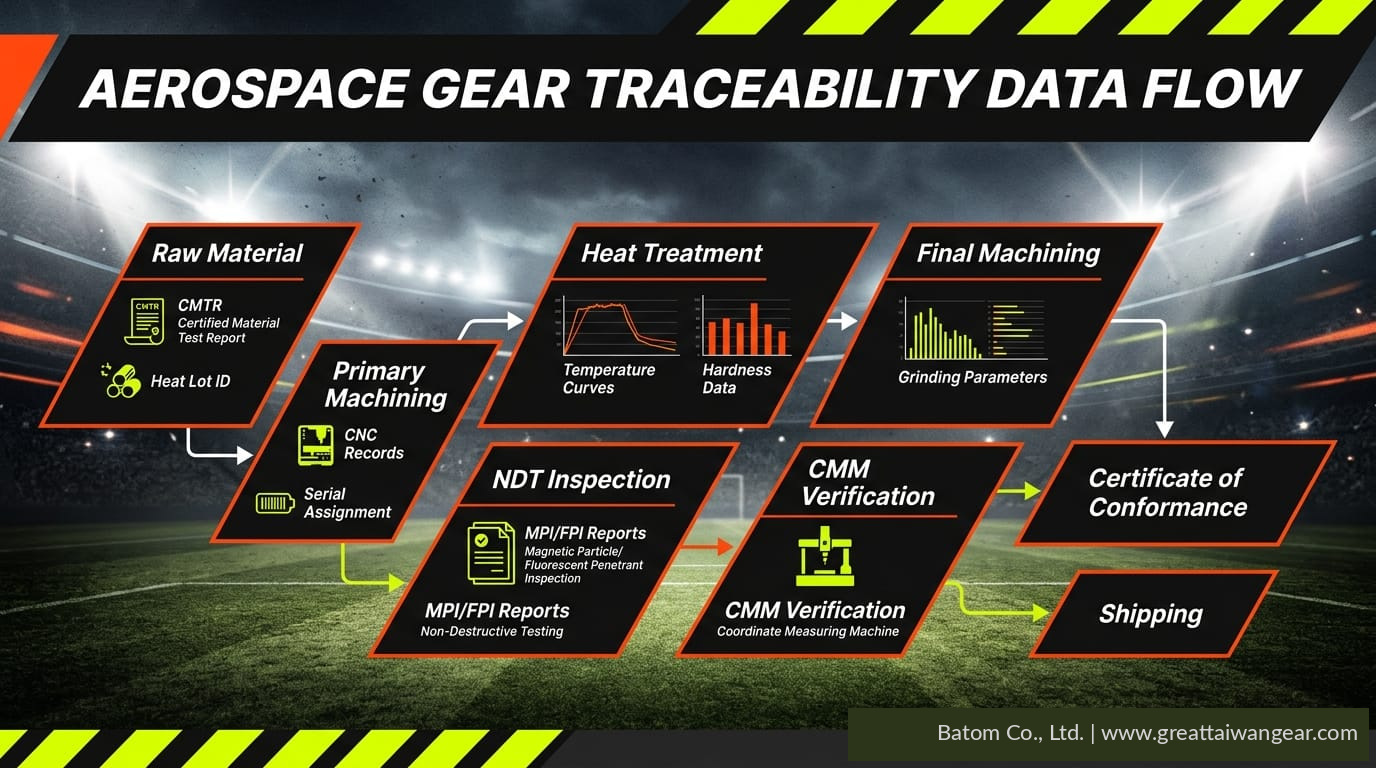
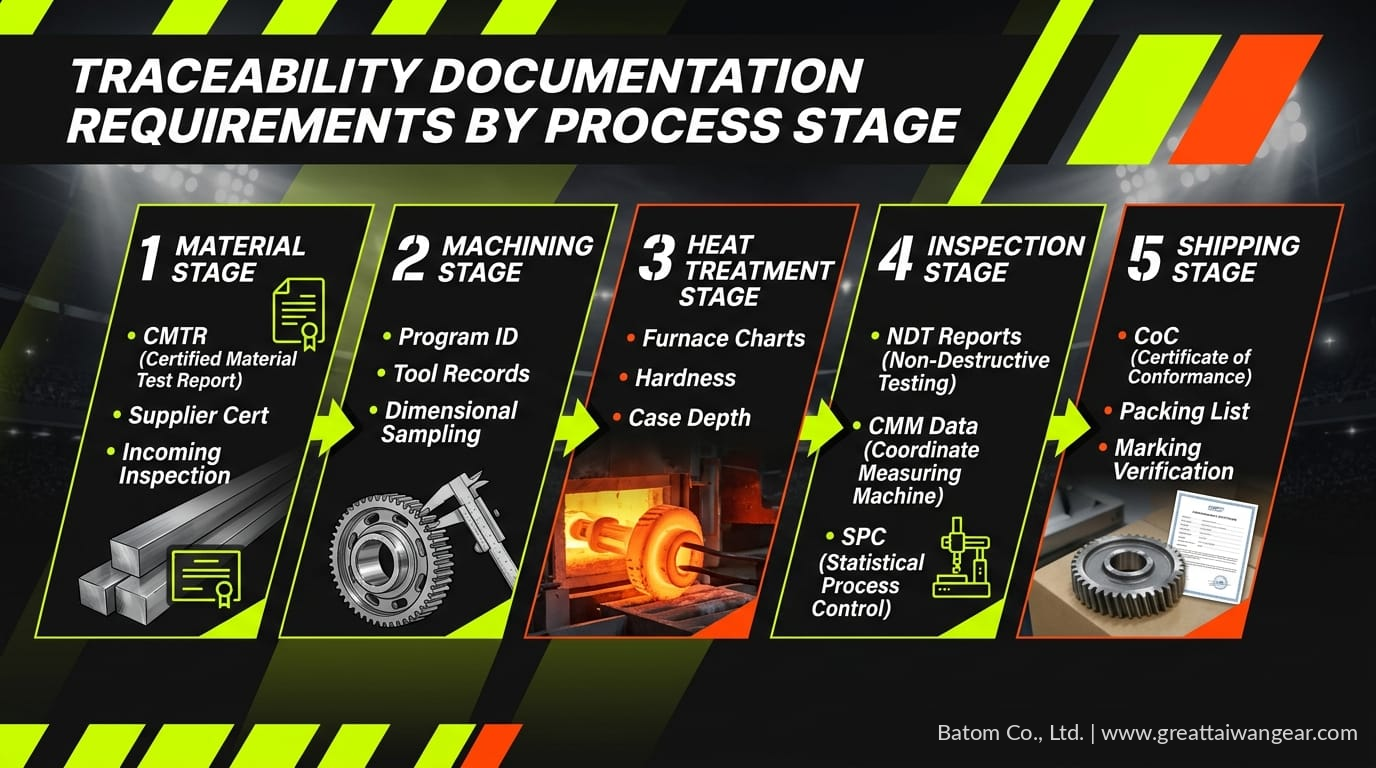
A robust batch tracking system must capture data at every stage of the manufacturing process. The system should create an unbroken chain linking raw materials to finished parts.
Stage 1: Raw Material Procurement and Receipt
Objectives:
- Verify supplier credentials and material specifications
- Establish baseline traceability at material entry point
- Document material properties and test results
Key Activities:
- Supplier Qualification: Verify AS9100 certification or equivalent
- Material Certificates (CMTR): Request mill test reports documenting chemical composition and mechanical properties (yield strength, tensile strength, elongation, hardness)
- Heat Lot Identification: Record the specific heat lot or melt number from the material supplier
- Incoming Inspection: Physical verification that material matches documentation (material grade, dimensions, surface condition)
- Storage and Tracking: Assign material batch numbers that will follow the material through all manufacturing stages
- Database Entry: Record material supplier, purchase order number, invoice number, CMTR reference, and heat lot in the MES (Manufacturing Execution System)
Stage 2: Primary Machining and Forming
Objectives:
- Convert raw material into gear blanks while maintaining traceability
- Record critical machining parameters
- Conduct first-article inspections on new tooling setups
Key Activities:
- CNC Program Documentation: For any machining operation, document the CNC program, tool offsets, feed rates, and spindle speeds used
- Batch Machining Records: When multiple parts are machined from the same material batch, maintain a log correlating each machined blank to its parent material batch and heat lot
- Dimensional Sampling: Per AS9100 requirements, conduct in-process dimensional checks and first-article inspections
- Defect Recording: Any defects discovered (tool marks, out-of-specification dimensions, surface finish issues) must be recorded with photographs and linked to the batch for root cause analysis
- Tool Life Tracking: Document when tools reach end-of-life, as this may affect previously machined parts in the batch
- Serial Number Assignment: Apply unique serial numbers or batch marks that persist through subsequent operations
Serialization vs lot traceability: Per-unit serialization is required for flight-critical and rotating parts (engine gears, rotor drives, landing-gear components) so that every individual part can be tracked through its life. Lot-level traceability (heat lot, melt number, batch ID) is sufficient for raw material and for process steps that act uniformly on a batch (e.g., carburizing, plating) — provided each finished part carries a reference back to its parent lot.
Stage 3: Heat Treatment
Objectives:
- Achieve required material properties through controlled heat treatment
- Create a complete record of temperature, time, and cooling cycles
- Link finished gears back to heat treatment lot number
Key Activities:
Pre-Heat Treatment:
- Verify material composition with CMTR data
- Sort parts by heat lot to maintain traceability
- Create heat treatment batch tickets with: - Material batch/heat lot number - Quantity of parts to be treated - Target hardness and case depth (if case hardening) - Special handling requirements
Heat Treatment Process:
- Temperature Control: Furnace thermocouples must be calibrated and records maintained
- Heating Curves: For critical components, record actual furnace temperature vs. time (thermocouple data)
- Soak Time: Document the duration at temperature (essential for case hardening and stress relief)
- Cooling Rate: For hardening operations, cooling rate significantly affects hardness and residual stress - Oil quench: Record oil temperature and condition - Vacuum cooling: Record chamber pressure and cooling rate - Air cooling: Record ambient temperature
- Tempering Parameters: For hardened parts, tempering (second heating to lower temperature) develops toughness. Record temperature and time
- Continuous Monitoring: Ideally, use data loggers to automatically record furnace temperature throughout the cycle
Post-Heat Treatment:
- Hardness Testing: Sample parts from each heat treatment batch and measure hardness at multiple locations - Record hardness readings (Rockwell, Vickers, etc.) - Identify locations tested on each part - Establish control charts to monitor trend
- Case Depth Verification: For case-hardened gears, section sample parts and measure case depth using metallography or other approved method
- Batch Correlation: Maintain a log correlating each finished gear to its heat treatment batch and all associated process parameters
- Furnace Maintenance Records: Document any furnace repairs, calibrations, or modifications that may have affected heat treatment quality
Stage 4: Final Machining and Finishing
Objectives:
- Complete gear geometry to final specifications
- Prepare surfaces for inspection
- Apply surface treatments if required
Key Activities:
- Grinding Operations: Gear grinding generates high precision but can also induce residual stress. Record: - Grinding parameters (wheel speed, feed rate, depth of cut) - Coolant type and concentration - Any grinding burns or defects detected
- Surface Treatments: If the design specifies shot peening, nitriding, or other surface treatments: - Record process parameters - Document material transfer (which gears received which treatment) - Maintain supplier certifications for outsourced treatments
- Deburring: Document deburring methods and inspect for completeness
- Cleaning: Critical before NDT and inspection; document cleaning method and solvents used
Stage 5: Inspection and Testing
Objectives:
- Verify conformance to design specifications
- Detect defects before shipment
- Create inspection records for regulatory compliance
Key Activities:
Non-Destructive Testing (NDT):
- Magnetic Particle Inspection (MPI): - Detects surface and near-surface defects (cracks, seams, inclusions) - Record magnetic field strength per applicable standard (e.g., ASTM E1444), typically expressed in A/m (ampere-turns per metre) rather than bulk flux density - Document particle type (ferrous particles, colored particles for contrast) - Establish acceptance criteria (crack length limits per drawing or standard) - Inspector qualification: Only ASNT certified Level II or III personnel may conduct and approve MPI - Report template should include: part number/serial number, defects found, acceptance/rejection decision, inspector signature, date
- Penetrant Testing (PT): - Detects surface defects on non-ferromagnetic materials (aluminum alloys, some stainless steels) - Cleaning method (solvent, mechanical cleaning, ultrasonic) - Penetrant type (water-washable, post-emulsifiable, solvent-removable) - Dwell time per applicable specification (e.g., AMS 2644 / ASTM E1417) based on penetrant family and surface condition - Developer application: wet or dry powder - Controlled lighting (minimum 500 foot-candles for defect visibility) - Inspector certification required
- Eddy Current Testing (ET): - For sorting parts by conductivity or detecting heat treatment variations - Probe frequency and coil type selection - Calibration standards and acceptance thresholds - Documentation of any parts rejected for conductivity deviation
Dimensional Inspection:
- CMM (Coordinate Measuring Machine) Inspection: - Gear pitch diameter tolerance typically ±0.05-0.10 mm depending on gear class - Tooth profile inspection: Profile Form deviation and Profile Slope deviation (per AGMA/ISO standards) - Helix angle inspection: Critical for proper meshing with mating components - Runout inspection: Total Radial Runout (TRR) ensures balanced geometry - CMM machine qualification: Perform Measurement System Analysis (MSA) to ensure measurement uncertainty < 10% of tolerance - Probe calibration: Daily verification with calibration balls - Report format: Include CMM program name, part serial number, all measured dimensions with tolerances, pass/fail decision, measurement uncertainty estimate, operator ID, date - SPC (Statistical Process Control): Plot key dimensions on control charts to identify trends before parts go out-of-spec
Surface Quality Inspection:
- Hardness Mapping: Sample parts from each batch and measure hardness at multiple locations (crown, flank, root) to ensure uniform properties
- Surface Finish: Measure surface roughness (Ra) at specified locations on tooth flanks
- Metallographic Inspection: For critical applications, section sample parts and examine microstructure under microscope to verify: - Grain size - Absence of decarburization - Proper case depth (for case-hardened gears) - Absence of inclusions or voids
Traceability in Inspection:
- Each inspection record must be linked to specific part serial numbers or batch identifiers
- Inspectors must sign and date all records
- Non-conforming parts must be documented with rejection reasons and disposition (scrap, rework, deviation)
- Inspection data should be automatically captured by CMM or other inspection equipment when possible to eliminate transcription errors
Stage 6: Packaging and Shipment
Objectives:
- Protect parts during transportation
- Maintain traceability through final delivery
- Provide customer with required documentation
Key Activities:
- Part Marking: Verify that serial numbers or batch identifiers are legible and permanently marked (laser engraving, stamping, or adhesive labels with tracking)
- Final Inspection: Confirm that all parts in the shipment match the packing list and that no damage occurred during final assembly
- Certificate of Conformance (CoC): Prepare CoC documenting: - Part number and serial numbers - Applicable specifications and standards (e.g., "Per AGMA 2001-D04 / AGMA 2101-D04 (gear rating)") - Statement: "Parts meet all requirements of [specification reference] and all applicable purchase order requirements" - Material grade and supplier - Heat lot number(s) - Heat treatment details (e.g., "Hardened to 58-62 HRC per AMS 2500") - Inspection and test data summary - Manufacturer signature and date - Document retention reference (where full documentation can be accessed)
- Packing List: List each part serial number or batch identifier
- Shipping Documentation: Bill of lading, shipping labels, and any hazardous material documentation
- Traceability Reference: Include a reference number on all documentation that links to the complete traceability file for that shipment
- Record Retention: Begin the clock on the retention period. Record retention periods are defined by customer, regulatory, and contractual requirements, and often extend to the service life of the aircraft — typically 25 years, or until aircraft retirement, whichever is longer.
Mandatory Documentation and Records
Aerospace manufacturers must maintain comprehensive documentation to support traceability. Here's what must be created and retained:
Certified Material Test Reports (CMTR)
What They Are: Mill test reports provided by raw material suppliers documenting material composition and mechanical properties.
Key Information:
- Chemical Composition: Actual percentages of carbon, chromium, molybdenum, nickel, manganese, and other alloying elements
- Mechanical Properties: Yield strength, tensile strength, elongation percentage, hardness (Rockwell or Vickers)
- Heat Number: Unique identifier for the material batch/melt
- Test Method: Which ASTM or ISO standard was used for testing
- Supplier Certifications: Supplier's quality certifications and authorizing signatures
Regulatory Importance:
- 14 CFR § 21.137(c) (process control) and § 21.137(i) (control of records) together require retention of material test results tied back to the part
- AS9100 requires correlation between parts and material batches
- Nadcap accreditation requires verification that material suppliers are qualified
Retention:
- Minimum 25 years from date of shipment
- Many aerospace customers require lifetime retention while the aircraft is in service
Heat Treatment Records
Required Documentation:
Pre-Heat Treatment Planning:
- Approved heat treatment specification (referencing AMS specifications or customer drawings)
- Material specification and heat lot
- Target properties (hardness, case depth, core strength)
- Special handling requirements
Process Documentation:
- Temperature/Time Curves: Actual furnace temperature recorded throughout the entire cycle - Heating rate (typically 10-20°C per minute) - Soak temperature and duration - Cooling rate and method
- Quenching Details: - Quenchant type and condition (oil temperature, cleanliness, viscosity) - Quench tank capacity and part density in tank - Quench time
- Tempering Details (if applicable): - Tempering temperature and soak time - Number of temper cycles - Cooling method (usually air cooling)
- Furnace Calibration Records: - Date of last calibration - Calibration standard used - Measured accuracy vs. displayed temperature - Thermocouples used for monitoring
Post-Heat Treatment Verification:
- Hardness Data: - Hardness values for sample parts - Locations tested on each sample - Range and average hardness for the batch - Acceptance criteria and pass/fail decision
- Case Depth (for case-hardened gears): - Metallographic cross-section showing case depth - Measurement points and values - Comparison to specification
- Non-Conformances: - Any out-of-specification results - Decision made (accept, rework, scrap) - Investigation performed and results
Batch Correlation:
- Furnace charge ticket listing all parts/batches loaded into furnace
- Heat treatment log number or identifier
- Cross-reference to finished part serial numbers
Standards Compliance:
- All heat treatment must comply with applicable AMS specifications (e.g., AMS 2500 covers aerospace heat treatment of steel)
- Equipment must be qualified and calibrated per procedure
Non-Destructive Testing (NDT) Reports
Magnetic Particle Inspection (MPI) Reports Must Include:
- Part number and serial number(s) tested
- Applicable specification (e.g., "Per AGMA 2001-D04 / AGMA 2101-D04")
- Magnetic flux density applied (Tesla)
- Particle type used (color, ferrous vs. non-ferrous)
- Acceptance criteria (e.g., "No defects > 2 mm")
- Examination area (total part surface or specific regions)
- Defects found (if any): - Location on part - Estimated size - Nature (crack, seam, inclusion) - Photograph or drawing of defect location
- Acceptance decision (PASS/FAIL) with justification if marginal
- Inspector name, qualification level (ASNT cert #, expiration date)
- Date and signature
- Retention requirement: Minimum 25 years
Penetrant Testing (PT) Reports Must Include:
- Part identification and quantity tested
- Surface preparation method
- Penetrant brand and type
- Dwell time (how long penetrant was left on surface)
- Developer type and application method
- Inspection environment (lighting conditions, temperature)
- Defects detected: - Sketched locations or descriptions - Size (typically < 1 mm are ignored unless welded structures) - Acceptability assessment
- Approval decision
- Inspector certification
- Documentation of any surface conditions that may prevent valid inspection (corrosion, prior damage)
Documentation Format:
- Can be written reports or standardized forms
- Should be legible and permanent (not hand-written in pencil)
- Electronic storage is acceptable with audit trail controls
- All signed/approved by qualified inspectors
Coordinate Measuring Machine (CMM) Inspection Reports
Required Data Points:
- Part number, revision level, serial number
- Measurement date and CMM machine identification
- CMM program used and its approval
- Environmental conditions (temperature, humidity) if critical
- Measured dimensions and tolerances: - Pitch diameter - Tooth profile deviations (Profile Form, Profile Slope) - Helix angle and lead deviations - Runout (TRR - Total Radial Runout) - Core diameter, bore diameter, any other critical features
- Acceptance decision (PASS/FAIL/CONDITIONAL)
- For failed parts: reason for failure and disposition
- Measurement uncertainty statement
- Probe/stylus used and calibration status
- Operator identification
- Data signature and date
Statistical Data for Batch Acceptance:
- First article inspection (FAI) report for new designs or suppliers
- SPC (Statistical Process Control) charts showing historical trends
- Process capability index (Cpk) for each critical dimension
- Any trends indicating tool wear or process drift
Digital Integration:
- CMM data should be automatically exported from measurement machine
- SPC software should alert operators when parts approach specification limits
- Database should allow traceability queries linking measurement data to part serial numbers and batch identifiers
Heat Treatment Certification and Documentation (continued)
Compliance Records:
- Furnace qualification certificates
- Thermometer/pyrometer calibration records
- Coolant analysis reports (oil quench tanks require periodic analysis)
- Preventive maintenance records
- Personnel qualifications (heat treaters must be trained on procedures)
Certificate of Conformance (CoC)
Essential Content:
- Identification: Part number, revision, quantity shipped, serial numbers or batch range
- Specification Reference: Drawing number and revision, applicable standards (e.g., "AGMA 2001-D04 / AGMA 2101-D04 (gear rating)", "Per customer specification dated 2025-03-01")
- Conformance Statement: "This is to certify that the above-referenced parts conform to all requirements of [specification reference] and all applicable purchase order requirements"
- Material Specification: Material grade, supplier, CMTR reference
- Manufacturing Process Summaries: - Forging/extrusion details (if applicable) - Machining processes used - Heat treatment details: temperature, hardness achieved, case depth - Surface treatments: shot peening, nitriding, plating
- Inspection Results Summary: - NDT results (MPI/PT status) - CMM results (key dimension status) - Hardness data range - Any special inspections performed
- Approvals: - Manufacturing manager or authorized representative - Quality manager or authorized inspector - Dates of approval
- Traceability Reference: A control number that allows the customer to request complete traceability documentation (CMTRs, heat treatment records, NDT reports, CMM data, work orders, etc.)
Legal Significance:
- A CoC is a legally significant document and must be issued only on the basis of verified conformance data (inspection records, CMTRs, NDT reports, heat-treat charts, etc.)
- In the U.S., falsifying aerospace traceability records is a federal felony. Aircraft-parts fraud is prosecuted under 18 U.S.C. § 38 (fraud involving aircraft or space-vehicle parts), with penalties of up to 15 years' imprisonment — and up to life if the fraud causes serious injury or death. False statements to the FAA also expose signers to 18 U.S.C. § 1001 and 49 U.S.C. § 46306
- The 2023 AOG Technics case — forged CoCs and airworthiness tags on thousands of CFM56 engine parts distributed to airlines worldwide — is the working industry reminder of what happens when this document is treated as a formality
- Must only be signed by personnel with actual knowledge of conformance, or with delegated authority to certify on behalf of the organization
Work Orders and Manufacturing Records
Should Include:
- Part number and revision
- Quantity to be manufactured
- Job number or work order number for traceability
- Material specification and stock number
- Reference to material batch/heat lot used
- Applicable process procedures (machining program, heat treatment spec, etc.)
- Any special instructions or nonstandard operations
- Manufacturing dates
- Personnel performing work
- In-process inspection checkpoints and results
- Discrepancies encountered and disposition
- Final sign-off by manufacturing supervisor
Digital Traceability Solutions and Technologies
While traditional paper-based traceability systems are still used in some facilities, modern aerospace manufacturers are adopting digital solutions to improve accuracy, speed, and accessibility.
Barcode Systems
How It Works:
- Serial numbers or batch identifiers are printed as barcodes on parts and shipping containers
- Scanners at each process stage capture barcode data and record it in a database
- System creates a timestamped log of part movement through manufacturing
Advantages:
- Low cost and proven technology
- Easy for personnel to use
- Works with existing manufacturing equipment
- Barcodes can encode reasonable amount of information (up to 2,048 characters in 2D codes)
Limitations:
- Barcodes must be visible and unobstructed for scanning
- Barcode can be damaged during manufacturing (high temperature, chemical exposure)
- No real-time location tracking unless continuous scanning implemented
- Limited to facilities with barcode scanner infrastructure
Common Implementation:
- Barcode printed on material batch tags and routing cards
- Scanner at quality inspection area to verify parts before NDT/CMM
- Scanner at shipping department to verify packing list against physical parts
RFID (Radio Frequency Identification) Technology
How It Works:
- Parts or containers have RFID tags (microchip + antenna) attached
- Readers communicate with tags wirelessly from several feet away
- Data stored on tag includes part number, serial number, and batch identifiers
- Facility equipped with fixed readers at strategic locations and mobile readers for verification
Advantages:
- No line-of-sight required (tags can be read through non-metallic material)
- Real-time location tracking possible in large facilities
- Tags encode kilobytes of data (sufficient for detailed specifications)
- Passive tags have long lifespan and no battery replacement needed
- Enables automation of material flow tracking
Limitations:
- Higher initial investment than barcoding (reader equipment, tag costs)
- RFID signals can be interfered with by metallic parts or electromagnetic sources common in machine shops
- Tag attachment must be secure; tags can be lost or damaged
- Privacy concerns with real-time tracking require clear data governance policies
Aerospace Applications:
- Aerospace suppliers using RFID typically implement it for high-value subassemblies or critical long-lead-time components
- More common in distribution centers and warehouses than on active manufacturing lines
- Some suppliers use RFID tracking from raw material warehouse through final inspection
Blockchain for Supply Chain Transparency
Concept:
- Blockchain is a distributed, immutable ledger shared among multiple parties
- Each transaction or data entry is cryptographically signed and linked to previous entries
- Once data is recorded, it cannot be altered retroactively without detection
- Supply chain participants (material suppliers, manufacturers, customers) maintain nodes in the network
Potential Advantages:
- Immutable record of every transaction or process step
- Transparency: All authorized stakeholders can view historical data
- Prevents counterfeiting or substitution of parts
- Enables direct supplier-to-customer traceability without relying on intermediate distributors
- Audit trail is automatically generated
Current Aerospace Adoption:
- Still in early adoption phase
- Projects focused on high-value, long-lead-time components (jet engines, landing gear, avionics)
- Requires participation from multiple supply chain partners (not viable with uncooperative suppliers)
- Regulatory frameworks still being developed
Technical Challenges:
- Scalability: Current blockchain networks process transactions slowly compared to traditional databases
- Energy consumption: Proof-of-work blockchains require significant computational resources
- Governance: Agreement needed on who controls the network, how disputes are resolved
- Integration: Connecting legacy manufacturing systems to blockchain infrastructure is complex
Future Direction:
- As blockchain technology matures and standardizes (permissioned blockchains for regulated industries), adoption in aerospace remains limited to pilot programs
- Major aerospace customers (Boeing, Airbus) are exploring blockchain pilots for supplier networks
ERP and MES Integration
ERP (Enterprise Resource Planning) Systems:
- Centralized database managing all business functions: procurement, manufacturing, sales, accounting
- Links purchasing data (supplier, material, lot) to manufacturing work orders
- Tracks inventory of raw materials through finished goods
- Generates reports on cost, quality metrics, and delivery
MES (Manufacturing Execution Systems):
- Real-time tracking of production activities on the shop floor
- Automatically captures data from CNC machines, inspection equipment, quality systems
- Provides operators with real-time status of work orders and parts
- Generates alerts when quality metrics fall outside specifications
Integration Benefits:
- When work order is created in ERP for a specific customer part number, MES automatically pulls design specs and process procedures
- As parts progress through manufacturing, MES captures actual parameters (machine settings, inspection results) and stores them linked to part serial number
- Quality non-conformances are immediately flagged in ERP, triggering notifications to engineering and customer
- Upon shipment, ERP creates CoC and traceability documentation automatically from captured manufacturing data
- For audit responses, traceability queries return digital copies of all relevant records (no need to search files)
Data Accuracy:
- Automatic data capture from equipment eliminates manual transcription errors
- Real-time validation prevents entry of obviously incorrect data
- Version control ensures that personnel can see what specifications or parameters were in effect when the part was made
- System architecture should adhere to ALCOA+ data-integrity principles (Attributable, Legible, Contemporaneous, Original, Accurate — plus Complete, Consistent, Enduring, Available). Digital records must not be retroactively altered without an authorized, time-stamped audit trail — aerospace auditors now scrutinise this as closely as the paper trail itself
ROI Considerations:
- High initial cost (software licenses, hardware, implementation, training)
- Requires business process redesign (procedures must be updated to match system workflows)
- Significant time investment to configure system for aerospace requirements
- Return on investment comes from reduced quality failures, faster customer issue resolution, and decreased audit preparation time
Preparing for Aerospace Audits
Whether facing a customer audit, AS9100 certification audit, or regulatory inspection, manufacturers must prepare thoroughly.
Audit Preparation Checklist
90 Days Before Audit:
- Document System Review
- Identify all locations where quality records are stored (file cabinets, databases, cloud storage)
- Verify that all required documents are present (no missing CMTRs, heat treatment records, etc.)
- Scan or digitize paper records for faster access during audit
- Create index documents listing all records by part number or batch identifier
-
Test database queries to ensure personnel can quickly retrieve traceability information
-
Procedure Compliance Verification
- Review all work instructions related to traceability (material identification, serial number assignment, batch correlation, etc.)
- Verify that current procedures reflect actual manufacturing practices (if procedure says to record furnace temperature continuously but facility uses manual readings, update procedure or change practice)
- Confirm all required approvals and signatures are present on current procedures
-
Identify any outdated procedures and formally obsolete them
-
Personnel Training Verification
- Verify that all personnel involved in traceability activities have received required training
- Training should cover: why traceability is important, procedures specific to their role, how to properly mark parts with serial numbers, how to fill out inspection forms
-
Maintain training records with dates and instructor signatures
-
Supplier Qualification
- Review supplier quality agreements to ensure they address traceability requirements
- Verify that supplier CoCs include all required information (material lot, heat treatment details, etc.)
- Review supplier audit reports or certifications (should be AS9100, Nadcap, or equivalent)
-
If any supplier audit is overdue, schedule it before the facility audit
-
Internal Audit
- Conduct mock audit following AS9100 or audit team's standard
- Select sample parts across date range (current, 1 year old, 3 years old) and request complete traceability documentation
- Verify that all documents are readily available and complete
- Identify any gaps and plan corrective actions
- Document findings and corrective action implementation
30 Days Before Audit:
- Corrective Action Implementation
- Complete all corrective actions identified in internal audit
- Verify effectiveness (e.g., if corrective action was to retrain personnel, conduct follow-up training and assessment)
-
Document completion with evidence
-
Audit Team Notification
- Confirm audit dates, scope (which products/processes will be audited), and auditor names
- Provide facility layout and parking information
- Identify who will escort auditors and serve as liaison
-
Arrange meeting space for opening and closing meetings
-
Traceability System Test
- Have customer service or quality manager test ability to pull complete traceability file for parts shipped in past 12 months
- Time the retrieval and compilation of documentation
- Identify any delays or missing documents
-
Have IT verify database backups and disaster recovery procedures
-
Nonconformance Trending
- Pull historical quality data (rejects, rework, scrap) from past 12-24 months
- Identify any trends (e.g., increasing reject rate for specific product line, repeated non-conformances from same process)
- For any trends, document corrective action implemented and effectiveness checks performed
1 Week Before Audit:
- Facility Presentation Preparation
- Create one-page summary of company background, certifications, major products
- Prepare organizational chart showing quality reporting structure
- Identify key personnel who will answer auditor questions
-
Create map of manufacturing area with process steps clearly marked
-
Record Organization
- Organize all traceability records by date range and product line
- Bookmark critical procedures in digital systems for quick access
- Place sample traceability files in easily accessible location for auditor to review
-
Print audit checklists or scope documents and distribute to relevant personnel
-
Auditor Reception
- Arrange refreshments for opening meeting
- Ensure adequate workspace for auditor review of documents
- Assign IT support to assist with database queries
- Notify all personnel of audit dates and expected timelines
During Audit:
- Opening Meeting
- Facility manager welcomes auditor and reviews agenda
- Clarify scope (specific product lines, date ranges, processes to be audited)
- Establish communication protocol (daily debriefs, contact person for questions)
-
Review facility safety requirements and conduct tour
-
Traceability Audit Process
- Auditor selects sample parts (typically 5-10 parts across different manufacture dates and processes)
- For each sample, auditor requests complete traceability documentation
- Quality team retrieves documentation package including:
- Purchase order
- Material CMTR and heat lot
- Work order or manufacturing record
- All in-process inspection records
- Heat treatment records with process parameters and hardness data
- NDT reports (MPI/PT results)
- Final dimensional inspection (CMM data)
- CoC
-
Auditor reviews for:
- Completeness: Are all required documents present?
- Legibility: Can all handwritten entries be read? Are signatures clear?
- Accuracy: Do material heat lots match between CMTR and heat treatment record? Do serial numbers match between work order and inspection reports?
- Compliance: Do procedures match what is documented? (e.g., if procedure requires hardness sample every 50 parts, verify this was done)
- Traceability: Can you trace any individual part back to its material source and forward to customer shipment?
-
Process Observations
- Auditor observes manufacturing in progress to verify that current procedures are followed
- May request that operator perform specific task (e.g., scan part barcode, record parameter in MES) to verify proper technique
-
Takes photographs of markings, inspection certificates, work in progress
-
Personnel Interviews
- Auditor interviews manufacturing, quality, and management personnel
- Questions focus on understanding procedures, awareness of traceability requirements, and problem-solving
-
Example questions:
- "Walk me through the process for identifying a material batch"
- "If we discovered a defective heat treater, how would you notify customers of potentially affected parts?"
- "How do you verify that parts shipped have all required documentation?"
- "What training did you receive on traceability procedures?"
-
Closing Meeting
- Auditor summarizes findings
- Discusses any non-conformances or observations
- Clarifies timeline for corrective action response
- Thanks facility for cooperation
After Audit:
- Non-Conformance Response
- If auditor identified non-conformances, conduct root cause analysis within 2 weeks
- Develop corrective actions addressing the root cause
- Implement corrective actions
- Verify effectiveness through follow-up checks or re-inspection
-
Document completion and submit response to auditor
-
Effectiveness Verification
-
For repeated non-conformances from previous audits, provide evidence that corrective action is effective (e.g., trend data showing improvement, repeat audit of same area showing compliance)
-
Certificate Reception
- Upon successful audit, organization receives updated AS9100 certificate
- Share certificate with customers and use for marketing
- Update website and customer-facing materials
Common Non-Conformances and Prevention Strategies
Aerospace auditors consistently identify certain categories of traceability non-conformances. Understanding these helps manufacturers implement preventive measures.
Non-Conformance Category 1: Missing or Incomplete Material Documentation
Typical Finding: Finished gears traced back to material batch, but corresponding CMTR not available. Auditor asks, "Where is the CMTR for this heat lot?" and quality cannot produce it.
Root Causes:
- Material supplier did not provide CMTR (supplier assumed receiving inspection would be informal)
- CMTR was received but misfiled or lost
- CMTR archived but location not documented
- Supplier CoC said "per CMTR" but CMTR was never actually received
Prevention:
- Purchasing specification must explicitly require CMTR with every shipment
- Quality procedure must require verification that CMTR is received and filed before material is issued for manufacturing
- Material batch tag should reference CMTR document number
- Archival procedure should document storage location of CMTRs (e.g., "Batch 12345 CMTR filed in cabinet A3, drawer 2")
Corrective Action:
- Audit supplier to determine why CMTR was not provided
- Retrieve CMTR from supplier even if material has been manufactured (retroactive documentation)
- Update supplier quality agreement with clear CMTR requirements
- Retrain receiving inspection personnel
Non-Conformance Category 2: Heat Lot Correlation Breaks
Typical Finding: Material CMTR references heat lot "A2451" but heat treatment record references heat lot "A2415." Parts cannot be traced to correct material batch.
Root Causes:
- Material batch tag illegible, number misread during heat treatment setup
- Material from multiple heat lots mixed in same furnace charge
- Heat treatment batch ticket created from incomplete information
- Transcription error when entering data into system
Prevention:
- Material batch tags must be large, legible, and resistant to damage
- Heat treatment batch ticket must be prepared by person with direct access to material batch tags (not from verbal description)
- Heat treatment procedure should require physical verification that material heat lot on tag matches heat treatment batch ticket
- Electronic tracking (barcode scan at heat treatment) preferred over manual entry
- Statistical check: If material supplier provided CMTR with specific hardness range, audit procedure can verify that actual hardness achieved matches expected range
Corrective Action:
- Investigate all parts manufactured during affected period
- If heat lot cannot be verified, evaluate whether parts can still be traced to acceptable material batch through alternative evidence (supplier qualifications, historical data, material analysis)
- Implement double-check procedure for material batch identification
- If necessary, reject affected parts or downgrade to non-critical application
Non-Conformance Category 3: Missing Inspection Records
Typical Finding: Drawing calls for MPI inspection, but auditor asks to see MPI report and finds no documentation.
Root Causes:
- Inspection was performed but report was never filed
- Inspection was skipped but assumed to have been done
- Report was filed but auditor unable to locate it
- Inspection performed but not documented in traceability folder
Prevention:
- Work order or routing card should clearly indicate required inspections (MPI, PT, CMM, hardness testing)
- Quality procedure should require that inspection cannot be considered complete until report is filed
- System should prevent closing work order until all required inspection reports are attached
- Designated person should verify completeness of inspection documentation before release to customer
- Inspection forms should be preprinted with all required information fields to prevent accidental omissions
Corrective Action:
- For parts already shipped without documentation: retrieve archived copies of inspection records if available, or request supplier/inspector to generate after-the-fact reports (though this is less defensible than contemporaneous records)
- For future parts: implement checklist system to verify inspection completion
- Retrain personnel on importance of documentation
Non-Conformance Category 4: Illegible or Incomplete Handwritten Records
Typical Finding: CMM report with handwritten dimension value that is unclear (could be "0.45" or "0.95"), measurement unit missing, or initials of inspector illegible.
Root Causes:
- Manual CMM operations with hand-recording of values
- Quality personnel writing inspection results in pen
- No requirement for permanent, legible marking
Prevention:
- Implement automatic data download from inspection equipment (CMM, hardness tester) rather than manual recording
- For any manual entries, establish clear writing standards (print, use permanent ink, specific format)
- Require full name rather than initials
- Implement form design that guides proper completion (fill-in boxes, drop-down selections)
- Require secondary verification of critical entries (measurement unit, accept/reject decision)
Corrective Action:
- Digitize legacy records into clear, legible format
- Implement automated data capture for all inspection equipment
- Retrain personnel on record legibility standards
- Modify forms to prevent future ambiguity
Non-Conformance Category 5: Certificate of Conformance Missing or Incomplete
Typical Finding: Parts shipped with packing list but no CoC. When asked about material grade or heat treatment details, quality cannot confirm.
Root Causes:
- Personnel assumed CoC would be generated at shipment but was never created
- System generated CoC but it was not included in shipment package
- CoC was created but without required detail (e.g., missing heat treatment temperature)
- Outdated or non-standard CoC form used
Prevention:
- ERP system should generate CoC automatically upon shipment approval
- CoC form should be preformatted with required information (material, heat treatment details, inspection results) populated from manufacturing data
- Quality procedure should require physical verification that CoC is attached to shipping package before release
- Approved CoC template should include all required fields with mandatory entry
Corrective Action:
- Retrieve archived manufacturing records and generate retroactive CoC with clearly marked date: "Certificate generated [date], reflecting manufacturing performed [original manufacture date]"
- Notify affected customers and provide complete traceability documentation package
- Implement automated CoC generation
- Retrain shipping personnel on required documentation
Non-Conformance Category 6: Supplier Traceability Information Missing
Typical Finding: Finished gear traced to material batch, material batch to CMTR, but CMTR shows "per supplier specification" without identifying the supplier.
Root Causes:
- Material purchased from distributor without identifying original mill
- Supplier CoC did not clearly identify parent company
- Purchasing records not linked to CMTR
Prevention:
- Purchasing specification must require identification of material origin (mill/supplier name, location)
- Acceptance criteria should require that CMTR include supplier identity
- Purchasing system should link purchase order to supplier name and quality certifications
- Supplier quality agreement must require complete chain of custody documentation
Corrective Action:
- Contact material supplier (or distributor if that's how material was purchased) and request identification of original material source
- Obtain retroactive information from supplier if possible
- If origin cannot be established, evaluate alternative evidence (material analysis, mechanical property testing)
- In worst case, material and parts may need to be rejected or restricted to less critical applications
Taiwan Manufacturer Traceability Capabilities
Taiwan has established itself as a world-class precision gear manufacturing hub, with numerous suppliers capable of AS9100-compliant aerospace production. Key capabilities include:
Advanced Inspection Equipment
Coordinate Measuring Machines (CMM):
- Precision: ±1–2 micrometres, achievable under controlled inspection environments (temperature-stabilised lab, qualified probing strategy, routine calibration)
- Brands: ZEISS, Hexagon, Mitutoyo
- Primary uses: dimensional metrology, GD&T (geometric dimensioning and tolerancing) verification, and CAD-model comparison. CMMs are not the tool of choice for tooth-flank geometry — dedicated gear-measuring centres handle that (see below)
- Operator qualifications: Measurement system analysis (MSA) performed and documented per AIAG / customer-specific guidelines
Specialized Gear Inspection:
- Dedicated gear-measuring centres measure every meaningful gear parameter: involute profile (tooth-flank form), lead (helix / tooth trace), pitch error (single and cumulative), tooth thickness, and runout. Klingelnberg represents the current highest-accuracy platform (sub-micron class); Gleason, Kapp-Niles, and Mahr cover the rest of the production-inspection market
- Results are graded against ISO 1328 / AGMA 2015 quality classes and retained in each part's traceability file
- Optical and machine-vision systems for surface defects, laser-marking verification, and part-identification checks
Hardness Testing:
- Automated Rockwell hardness testers with data recording
- Vickers microhardness for case depth verification
- Distribution and uniformity analysis across batch
Metallography:
- Optical and scanning electron microscopes for case depth and microstructure analysis
- Image analysis software for quantitative assessment
Heat Treatment Capabilities
Temperature Control:
- Computer-monitored furnaces with multiple thermocouples
- Vacuum furnaces for critical applications (minimal oxidation)
- Induction heating for selective hardening
- Controlled cooling systems (oil quench, gas quenching)
- Temperature data logging: complete records from heating through cooling
Process Flexibility:
- Case hardening (carburizing, nitriding) for extended gear life
- Through hardening for high-strength gears
- Stress relief cycles
- Tempering for toughness optimization
Quality Documentation:
- Heat treatment parameters recorded automatically
- Hardness testing per batch with statistical analysis
- Traceability: each gear batch linked to specific furnace cycle with all process parameters
Digital Manufacturing Systems
ERP Integration:
- Major suppliers use integrated ERP systems (SAP, Oracle) linked to manufacturing data
- Real-time visibility of material, work-in-progress, and finished goods
MES (Manufacturing Execution Systems):
- Shop floor data collection from CNC and inspection equipment
- Automatic capture of tool changes, part movements, quality results
- SPC (Statistical Process Control) tracking key dimensions
- Alert systems when processes approach specification limits
Traceability Databases:
- Part serial number assigned at raw material stage
- Each process step records data linked to serial number
- Query capability: enter part number or batch identifier and retrieve all manufacturing records
- Document management: CMTR, heat treatment records, inspection reports linked in searchable database
Quality Certifications and Audits
Current Certifications:
- AS9100 Rev D (aerospace quality management)
- ISO 9001 (General quality management)
- Nadcap accreditation (for critical special processes like heat treating and NDT)
- IATF 16949 (automotive quality standard, relevant for suppliers that also serve automotive customers)
Audit Experience:
- Familiarity with customer audit protocols (Boeing, Airbus, Rolls-Royce, General Electric)
- Regular third-party audits by Notified Bodies or AS9100 registrars
- Internal audit programs with documented corrective action tracking
Supply Chain Responsibility
Supplier Management:
- Formal supplier approval process with qualification audits
- Periodic re-evaluation of critical suppliers
- Supplier performance metrics: on-time delivery, quality reject rates, response to issues
- Contractual requirements for traceability and compliance documentation
Material Sourcing:
- Relationships with certified mills providing aerospace-grade materials
- Guaranteed CMTR for all material batches
- Material certificates archived by heat lot for quick retrieval
- Preference for domestic (Taiwan) suppliers where possible for supply chain stability
Frequently Asked Questions
Q: How long must we keep traceability records?
A: AS9100 requires records be retained for the service life of the product. For aerospace parts, this typically means 25 years from date of shipment, as many aircraft operate 20-30 years. Some customers require longer retention (lifetime of the aircraft). Establish a retention policy and clearly communicate it to all personnel. Implement secure archival (fire-resistant storage or cloud backup) to prevent loss.
Q: What if we discover that a supplier provided false documentation?
A: This is a serious matter. Immediately: (1) Quarantine all parts from that supplier, (2) Notify affected customers, (3) Initiate investigation to determine scope of affected parts, (4) If any parts were already shipped, issue Field Service Bulletins or Airworthiness Directives if required, (5) Conduct root cause analysis of supplier approval process and implement preventive measures. Consult legal counsel, as this may have liability implications.
Q: Can we use electronic signatures on traceability documents?
A: Yes. AS9100 and FAA guidance (e.g., the principles set out in FAA Order 8000.79 and the widely-mirrored 21 CFR Part 11 framework) permit electronic records and electronic signatures if the system meets strict requirements: (1) the system must prevent unauthorised changes and maintain a tamper-evident audit trail showing who changed what and when, (2) each electronic signature must be unique to the signer and non-repudiable, (3) records must be backed up and recoverable, and (4) the full system must be validated, documented, and approved inside your quality-management system. Many modern CMM and inspection platforms capture digital signatures natively — but the validation burden sits with the manufacturer, not the vendor.
Q: If a part fails in service, can we use traceability records to determine root cause?
A: Yes, and this is one of the primary benefits of robust traceability. A failure analysis would involve: (1) Retrieving complete traceability file for the failed part, (2) Reviewing material properties (CMTR) to determine if material was the issue, (3) Examining heat treatment records to see if hardness and case depth were correct, (4) Checking CMM data to verify the part was dimensionally correct, (5) Reviewing NDT reports to determine if hidden defects were present initially. This analysis helps distinguish between design issues, manufacturing defects, or in-service misuse.
Q: What is the difference between a batch and a lot?
A: In aerospace manufacturing, "batch" and "lot" are often used interchangeably, but some standards define them differently. Generally: A "batch" is a quantity of material or parts processed together under the same conditions (e.g., all parts heat treated in the same furnace cycle). A "lot" can be a larger grouping (e.g., all parts manufactured from the same raw material batch). The key is that your procedures must clearly define terms and be consistent in usage.
Q: If we outsource a process (e.g., heat treating), who is responsible for traceability?
A: Both you and the outsource provider are responsible. Your quality agreement with the provider must require: (1) documented procedures for their process, (2) maintained records (time stamps, parameters, results), (3) certificates or reports confirming compliance, (4) clear identification of your parts/batches they handled. You remain responsible for verifying that the outsource provider's records are adequate and for integrating their documentation into your overall traceability file. Before each shipment to customer, you verify that all outsourced process documentation is attached.
Conclusion
Traceability in aerospace gear manufacturing is not merely a regulatory requirement—it is a moral obligation to the passengers and crews who depend on aircraft. Every aerospace manufacturer, regardless of size, must establish robust systems to track materials from source through final delivery, maintain comprehensive documentation at each stage, and prepare thoroughly for customer and regulatory audits.
The regulatory framework—AS9100, FAR Part 21, Nadcap, and customer-specific requirements—exists because decades of aircraft accident investigations have shown that complete, accurate traceability records save lives by enabling rapid identification of defects and prevention of similar failures in other aircraft.
Taiwan manufacturers have invested significantly in achieving world-class traceability capabilities. With advanced inspection equipment, integrated digital systems, experienced quality personnel, and proven AS9100 compliance, Taiwanese gear suppliers deliver the confidence that comes with complete supply chain transparency.
Whether you are implementing a traceability system, preparing for an audit, or investigating a quality issue, the principles outlined in this guide provide a roadmap to success. Contact your suppliers today to discuss their traceability capabilities and ensure your aerospace supply chain meets the highest standards.
Learn More and Connect with Taiwan Aerospace Gear Manufacturers
Batom Co., Ltd. connects you with certified, qualified suppliers of AS9100-compliant aerospace gears. From DFM and engineering support through production and inspection, our partners provide the traceability, quality, and reliability that your programs demand.