Polishing the Future: How Abrasive Flow Technology Is Transforming Precision Manufacturing
Inside cooling holes only a few millimeters wide in aerospace engine blades, or within the complex curved surfaces deep inside the intake manifolds of high-end supercars, precision manufacturing faces its ultimate challenge: how to polish “dead corners” that are invisible to the eye and impossible to reach by hand. Traditional sandpaper and grinding wheels are powerless when confronted with such extreme geometries. However, a quiet revolution driven by material science and fluid dynamics is taking place in the manufacturing industry. The force of wear, once associated only with damage and loss, is now being transformed into a controllable “intelligent fluid.” This is not merely an improvement in processing methods, but a key that unlocks the highest levels of mechanical performance.
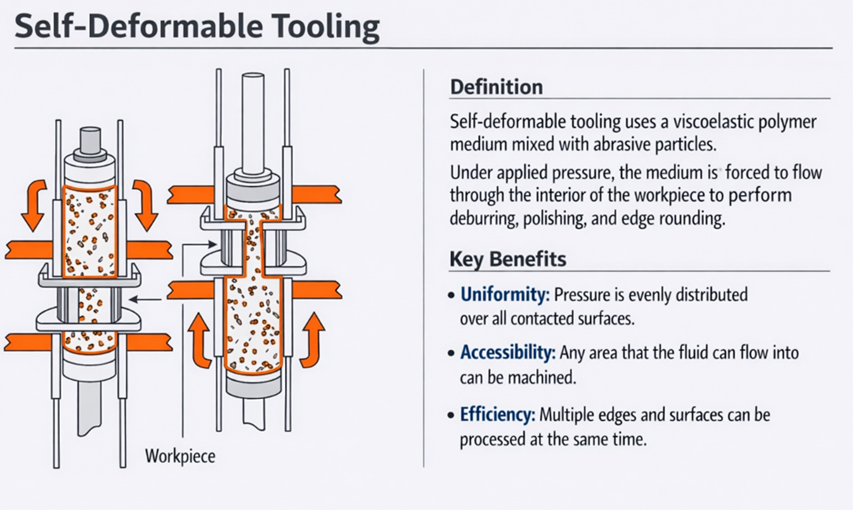
One of the most fascinating elements of abrasive flow machining (AFM) technology is the viscoelastic polymer-based abrasive medium, often described as a “breathing intelligent clay.” Under pressure, this material flows like modeling clay, allowing it to penetrate even the smallest gaps, while tightly holding abrasive particles to perform precise cutting and polishing. According to recent patented formulations, this intelligent medium uses silicone oil as the base, combined with naphthenic oil as a plasticizer and white oil as a softener. The critical technical factor is the addition of sodium stearate as a solid acid plasticizer, which gives the medium high toughness and strong abrasive-holding capability. However, this fluid is extremely sensitive to temperature. Once the processing temperature exceeds 80°C, its viscosity rapidly collapses, causing it to lose its ability to hold abrasive particles, and cutting efficiency drops sharply as a result.
Producing this high-performance abrasive fluid requires a strictly controlled ten-step process. First, the silicone oil base is poured into a mixer, followed by the addition of a light oil solvent. The mixture is thoroughly stirred and then left to react for four to five hours until it turns into a gel-like state. It is then processed in a grinder to ensure that no large agglomerates remain. Next, the naphthenic oil plasticizer and white oil softener are added, followed by sodium stearate as a thermal stabilizer to enhance toughness. Abrasive particles such as diamond or silicon carbide are then mixed in, and the final blending step produces an elastic fluid with high cutting ability that does not adhere to the workpiece.
When dealing with extreme deep holes with a length-to-diameter ratio of L/D ≥ 10, such as micro cooling holes in aerospace engine blades, traditional tools are highly prone to breakage or failure. To address this issue, research published in modeling and simulation studies has proposed a magnetic compound fluid (MCF) polishing technology specifically designed for deep-hole inner surfaces. The core of this technology is a claw-type magnetic structure consisting of one main magnetic pin and three auxiliary magnets spaced at 120-degree intervals. Together, they generate a dynamic magnetic field inside the deep hole. Researchers have found that when the auxiliary magnets rotate in the opposite direction relative to the main magnetic pin at a speed of −100 rad/s, the coupling effect between the magnetic field and the fluid reaches its maximum.
Under this optimal coupling condition, the peak wall shear stress can reach as high as 8,470 N/m². This non-contact, flexible machining approach not only keeps magnetic flux density fluctuations within 10 percent, but also ensures that every inch of the deep-hole surface is polished evenly and consistently.